
26
2026.3
作者
481
阅读量
整体硬质合金立铣刀的螺旋角是指切削刃螺旋线与刀具轴线的夹角,主流范围为 15°–60°,核心常用 30°、35°、45°,直接决定切削平稳性、排屑、刚性与寿命。
♦ 定义
螺旋切削刃展开后与铣刀轴线的夹角,决定刀齿切入 / 切离方式。
♦ 核心作用
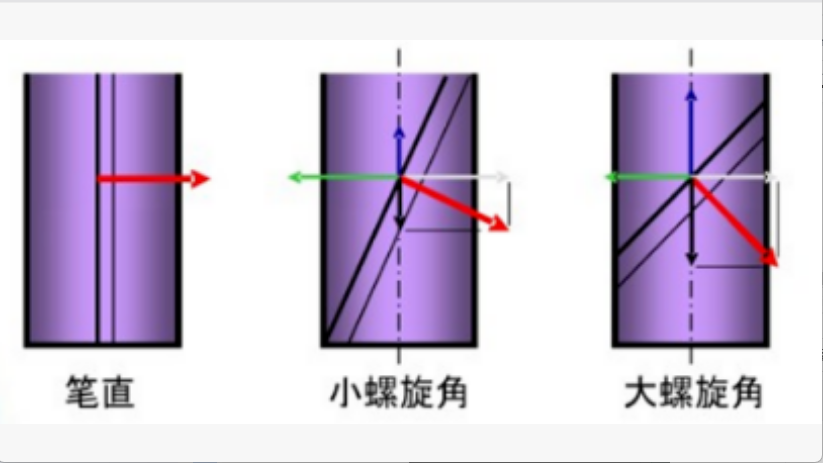
切削力:角越大,径向力越小、轴向力越大,切削更平稳。
排屑:角越大,排屑槽越陡,排屑越好(尤其粘 、软材料)。
刚性:角越小,刃口强度越高、抗崩刃、抗振越好。
表面质量:角越大,切削更连续,表面光洁度越高。
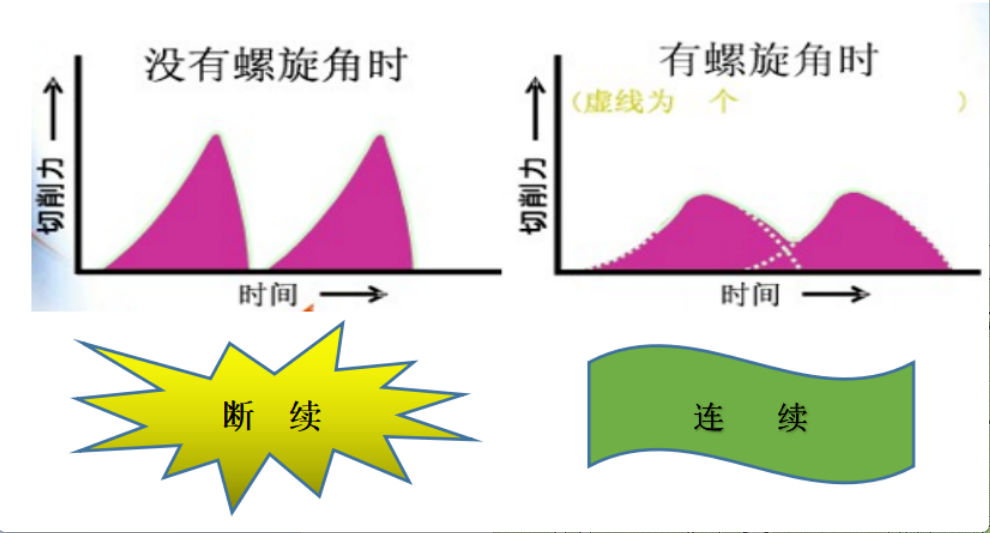
直刃铣刀:断续切削,易产生震动,不产生分力,不易出现毛刺。
螺旋角铣刀:产生分力,进给方向分力减小,可提高进给速度,切削时易拱起工件,产生震动。
♦ 小螺旋角(15°–30°)
代表:15°、20°、25°、30°。
特点:刃口强、刚性好、抗冲击、轴向力小、排屑一般。
适用:铸铁、淬火钢、钛合金、难加工材料、粗加工 / 重切削、薄壁件防变形。
♦ 标准螺旋角(30°–45°)
代表:30°、35°、40°、45°(最常用)。
特点:切削平稳、排屑与刚性平衡、通用性强。
适用:普通钢、合金钢、不锈钢、常规粗 / 精加工。
♦ 大螺旋角(45°–60°)
代表:45°、50°、55°、60°。
特点:切削轻快、排屑极佳、表面质量高、刚性较弱。
适用:铝合金、铜、塑料、精加工、高速切削、防粘刀。
♦ 推荐选择
1. 不锈钢的热传导低,是对刀尖影响大的难切削材的切削,使用大的螺旋角的立铣刀对刀具的寿命是有利的,高硬度的被削材,随着硬度的增加,切削抵抗将加大,大螺旋角的立铣刀对刀具的寿命有利。
2. 对于薄板加工等刚性低的工件加工,有时用螺旋角小的立铣刀进行加工。
表格:
|
材料 / 工艺 |
推荐螺旋角 |
核心原因 |
|
铝合金 / 铜 |
45°–60° |
排屑好、防粘、表面光洁 |
|
普通钢 / 合金钢 |
30°–35° |
平衡刚性与效率 |
|
不锈钢(304/316) |
35°–45° |
减少加工硬化、断屑好 |
|
铸铁 / 球铁 |
15°–30° |
刃口强、防崩刃 |
|
钛合金 / 高温合金 |
30°–35° |
刚性优先、控温 |
|
淬火钢(HRC≥50) |
≤30° |
最大刚性、抗崩刃 |
|
粗加工 |
30° 左右 |
抗冲击、大进给 |
|
精加工 |
45°–60° |
平稳、低振、高光洁 |
♦ 选型关键原则
1. 材料越粘 / 软 → 选更大螺旋角(45°+),保证排屑与防粘。
2. 材料越硬 / 难加工 → 选更小螺旋角(≤35°),保证刃口强度。
3. 粗加工 / 重切削 → 优先30°,兼顾刚性与排屑。
4. 精加工 / 高速 → 优先45°+,追求平稳与表面质量。
5. 长悬伸 / 弱刚性工况 → 选小螺旋角,减少振动与让刀。
♦ 常见误区
1. 螺旋角不是越大越好:过大易崩刃、刚性下降、长悬伸易振刀,且轴向力增大,刀具容易脱落,所以试用大螺旋角的刀具时,建议使用强力刚性好的刀柄。
2. 螺旋角不是越小越好:过小排屑差、切削力大、表面质量低。同直径下,齿数越多,螺旋角可适当偏大(如 6 齿常用 45°–60°)。