
商城公告
新闻资讯
产品资讯
技术文章
知识库
11
2026.4
作者
166
阅读量
机械加工缠屑难题?7类易缠屑场景+6大解决方案,一文搞定!
本文详解机械加工中 7 类易缠屑加工场景,分享 6 大实用解决方案及落地案例,助力解决缠屑难题、提升加工效率与工件质量。
在机械加工的日常操作中,缠屑问题堪称“隐形绊脚石”——切屑缠绕在刀具或工件上,不仅会导致加工精度下降、刀具磨损加快,严重时还会损坏工件、引发设备故障,直接影响生产效率。
今天,我们就来全面拆解易产生缠屑的加工类型,搭配实用解决方法,帮你彻底摆脱缠屑困扰,提升加工稳定性!

一、7类易产生缠屑的加工场景,你中招了吗?
1. 车削加工:长切屑易缠绕,软材加工重灾区
车削加工中,连续切削极易产生长条形切屑,这些切屑会紧紧缠绕在刀具或工件表面,影响加工连续性。尤其在加工软钢、铝合金、铜等延展性较好的材料时,缠屑问题更为突出。
2. 钻削加工:深孔加工排屑难,钻头易“裹屑”
深孔钻削时,切屑难以顺利排出,容易在孔内堆积并缠绕在钻头上,不仅会增加钻头磨损,还可能导致钻孔精度偏差,甚至出现钻头断裂的情况。常见于软钢、铝合金、铜等材料的加工。

3. 铣削加工:侧铣易缠刀,稳定性受影响
铣削加工中,侧铣操作是缠屑的高发场景。切屑容易缠绕在铣刀齿部,破坏加工稳定性,导致工件表面出现划痕,同时也会加剧铣刀的磨损,降低加工效率。多发生在铝合金、软钢、铜等材料的加工中。

4. 镗削加工:深孔镗削易积屑,缠屑风险高
深孔镗削过程中,切屑容易在孔内堆积,无法及时排出,进而缠绕在镗刀上,影响镗削精度,甚至会导致工件内壁划伤。常见于铝合金、软钢、铜等材料的深孔加工。
5. 攻丝加工:切屑易缠丝锥,易断锥、螺纹不完整
攻丝加工时,切屑排出空间有限,极易缠绕在丝锥上,不仅会导致丝锥断裂,还会造成螺纹加工不完整、精度不达标,后续返工成本大幅增加。常见于铝合金、软钢、铜等材料的攻丝操作。
6. 塑料及复合材料切削:切屑易粘附,清理难度大
加工热塑性塑料、复合材料时,切屑容易因高温或材料特性粘附在刀具和工件表面,形成“粘屑+缠屑”双重问题,不仅影响加工表面质量,还会增加后续清理工作量。
7. 高速切削:高温切屑易粘附,缠屑危害更严重
高速切削过程中会产生大量高温切屑,这些切屑易因高温软化并粘附在刀具表面,进而缠绕在刀具上,不仅会加速刀具磨损,还可能因切屑堆积影响加工精度,甚至引发安全隐患。常见于铝合金、钛合金等高强度材料的加工。

二、6大实用解决方案,彻底解决缠屑难题
1. 改进刀具几何参数,引导切屑顺利排出
通过优化刀具几何参数,可从源头改变切屑形态,减少缠绕:增加刀具前角,降低切屑流动阻力,让切屑更易排出;适当增加后角,减少切屑与刀具表面的摩擦,避免切屑粘附;优化刃口圆弧半径,调整切屑卷曲方向,防止长切屑产生。
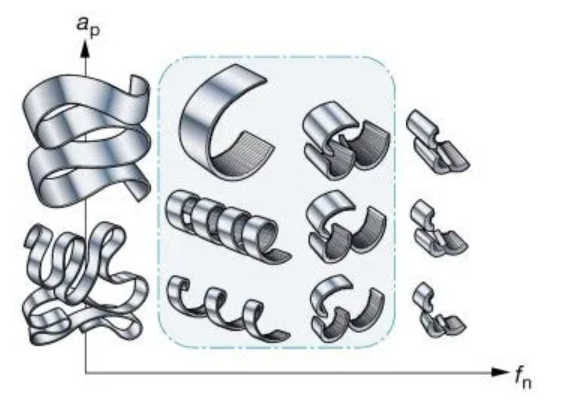
2. 优化切削参数,调整切屑形态
合理调整切削速度和进给量,可有效避免缠屑:根据加工材料特性,适当增加或降低切削速度,改变切屑的形成状态;适度增加进给量,让切屑变短、变碎,减少长切屑缠绕的可能性。
3. 合理使用冷却液/切削液,辅助排屑
冷却液和切削液是解决缠屑的重要辅助手段:采用高压冷却液,利用高压冲击力将切屑及时冲走,防止其缠绕在刀具或工件上;选用润滑性好的切削液,减少切屑与刀具之间的摩擦,避免切屑粘附。
4. 选用合适的刀具材料及涂层,减少粘附
刀具材料和涂层的选择直接影响缠屑情况:选用耐磨性更强的硬质合金刀具,减少刀具磨损,避免因刀具磨损导致的切屑粘附;选择合适的刀具涂层(如TiN、TiAlN等),提升刀具表面光滑度,降低切屑粘附概率。
5. 使用带断屑槽的刀具,主动打断长切屑
在刀具上设计合理的断屑槽,可让切屑在形成过程中被主动打断,避免长切屑产生。针对不同的加工类型和材料,选择对应的断屑槽刀具,能大幅降低缠屑风险。
6. 调整加工策略,优化排屑条件
根据加工场景调整加工策略,可有效改善排屑效果:深孔加工时,采用分段加工模式,定期退刀清理切屑,避免切屑堆积;部分加工工艺中,采用反向进刀方式,改变切屑流向,减少切屑缠绕。

三、实际应用案例,快速落地避坑
1. 车削加工缠屑解决方案
问题:加工软钢时,长条形切屑缠绕在刀具上,影响加工效率。
解决方案:优化刀具前角和后角,选用带断屑槽的车刀,配合高压冷却液,同时适当调整进给量,让切屑变短排出。

2. 钻削加工缠屑解决方案
问题:深孔钻削时,切屑难以排出,缠绕在钻头上,导致钻头磨损加快。
解决方案:选用带有螺旋排屑槽的钻头,采用分段退刀方式,定期清理孔内切屑,同时使用高压冷却液辅助排屑。
3. 攻丝加工缠屑解决方案
问题:攻丝时切屑缠绕在丝锥上,导致丝锥断裂、螺纹不完整。
解决方案:选用专门设计的排屑型丝锥,使用高润滑性切削液,适当降低切削速度、调整进给量,减少切屑堆积缠绕。
缠屑问题看似棘手,但只要找对易缠屑的加工场景,针对性采用上述方法,就能有效减少缠屑产生,提升加工效率和工件表面质量,同时延长刀具使用寿命,降低生产成本。
收藏本文,下次遇到缠屑难题,直接对照操作就能轻松解决!
0