
28
2026.4
作者
137
阅读量
数控铣削加工里,整体硬质合金铣削与可转位铣削,是车间应用最广泛的两种加工工艺。两种刀具结构不一样,性能侧重点不同,适配的加工工况也各有区别。实际生产选型不用死套标准,结合工件材质、精度要求、零件结构以及生产成本,综合判断即可。

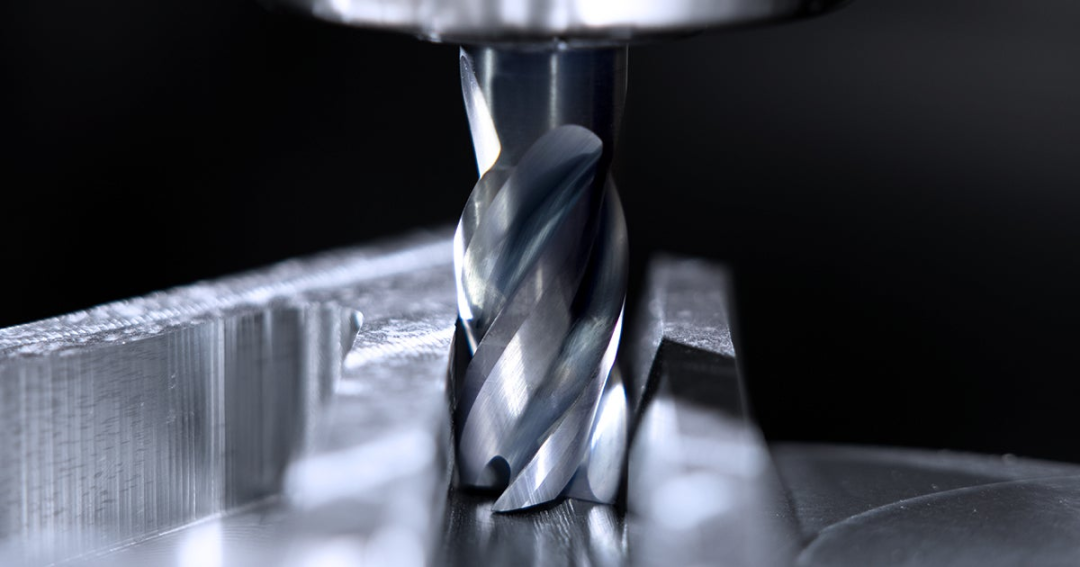
整体硬质合金铣刀属于一体式刀具,主流材质为硬质合金与高速钢,刀体和切削刃一体成型。依靠机床主轴高速旋转,通过刀刃切削去除工件余量。市面上刀具品类齐全,立铣刀、槽铣刀、圆鼻铣刀等款式丰富,足以覆盖车间大部分常规铣削工序。

一体成型的结构整体性更好,切削过程形变极小,加工出来的工件表面质感更好,尺寸公差容易把控,非常适配精密零件、高标准精加工的生产场景。
针对Ø16mm及以下的小直径加工场景,整体硬质合金铣刀优势尤为明显。不仅切削效率稳定,还能实现更大切深,面对深腔、超长结构等加工难度较高的工件,作业稳定性更有保障。
这类刀具几何样式多样,包含开粗、圆鼻、拐角圆角等多种规格。面对异形轮廓、复杂曲面、窄槽等特殊结构工件,基本都能匹配对应的刀具完成加工,适配场景十分广泛。
常规整体铣刀的设备包容性很强,可加工高速钢、粉末冶金等多种材料,对机床动力要求不高,普通低功率设备、手动机床都能稳定作业,入门门槛较低。
刀具直径超过Ø16mm之后,整体硬质合金铣刀的采购成本会大幅上升。如果是大批量生产,频繁更换刀具带来的耗材支出,会直接拉高整体加工成本。
整体铣刀属于一次性整体耗材,刀刃磨损、崩口后,只能整支更换或者返厂修磨。而且刀具修磨后外径会缩小,原有加工参数不再适用,容易打乱车间生产节奏。
硬质合金材质本身偏脆,加工高硬度材料、断续切削或是机床震动较大的不稳定工况下,很容易出现崩刃、断刀问题。不仅损耗刀具,还极易划伤工件,造成零件报废、产能损耗。
可转位铣刀为组合式结构,由钢制刀体和可拆卸硬质合金刀片组成,每片刀片都预留多个独立切削刃。加工过程中刀刃钝化、磨损、崩损时,无需更换整把刀具,只需旋转刀片切换新刃,或是单独更换刀片,省去了刀具修磨、调试的繁琐步骤。
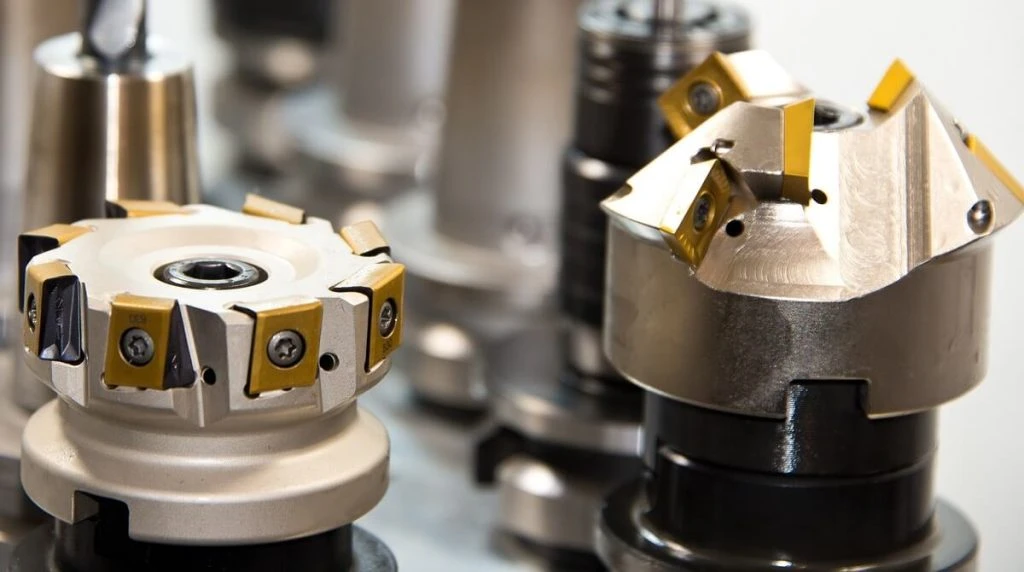
可转位刀具的刀体采用钢材制作,结实耐用、几乎无损耗,日常加工损耗仅为硬质合金刀片。在大直径平面铣削、大面积开粗作业中,能够极大节省耗材开支,长期批量生产性价比优势突出。
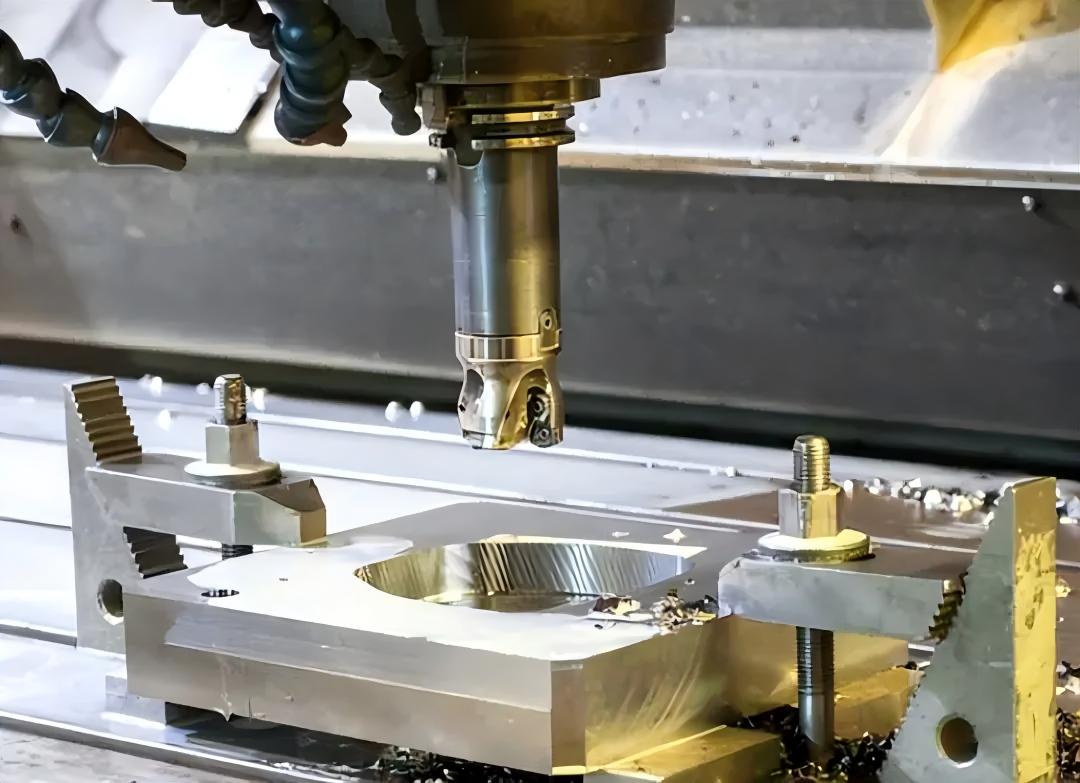
该类刀具可适配超大直径面铣作业,最大加工直径可达Ø315mm。整体结构承载力强,抗冲击、耐断续切削,完全可以满足重工行业重载开粗、大余量半精铣的加工需求。
刀片拆装、转位操作简单,新手也能快速上手,有效缩短机床停机换刀的等待时间。加上单刀片多刃复用的设计,大幅降低换刀频次,有效提升车间整体生产效率。
只需根据工件材质,更换对应牌号、槽型、涂层的刀片,即可加工钢件、铸铁、合金等各类材料。切换加工物料时无需更换刀体,现场调试简单快捷,适配多品类杂单生产。
分体组装式结构天生存在配合间隙,刚性比不上一体式整体刀具,同时刀体制造公差偏大,没办法满足超高精度、镜面光洁度等严苛的精加工需求。
市面常规可转位刀具最小直径起步于Ø10mm,受结构尺寸限制,无法加工微小孔径、细窄槽、微型精密小件,不适用于精细化、微型化加工工序。
大规格可转位刀盘切削阻力大、负载高,对机床功率和刚性有一定要求。低功率小型机床动力不足,加工时容易出现抖动、闷机、扎刀等问题,加工稳定性较差。
可换头式铣刀,也叫模块化铣刀,由通用刀体和可拆卸切削头组成,整合了整体铣刀与可转位铣刀的全部优势。既有整体刀具出色的刚性与加工精度,又继承了可转位刀具换件便捷、耗材成本低的特点。日常作业只需更换损坏的切削头,单根刀体可搭配多种刀头,适配不同材质、不同悬伸长度的复杂工况,是兼顾加工质量与生产成本的折中优选。
可转位刀具通用性极强,依靠丰富的刀片规格,同一刀体可适配多种金属材料,非常适合多品类、小批量的杂单加工。整体硬质合金刀具更偏向专项适配,高端刀具会针对单一材料优化材质和涂层,专项加工性能拉满,但跨材质加工的适配性比较有限。
车间重载开粗、大余量切削、半精加工等追求效率和成本的工序,优先选用可转位铣刀;零件微细结构加工、高精度尺寸管控、高表面光洁度的精加工工序,则首选整体硬质合金铣刀,稳定保障成品品质。
面铣刀刀柄:适配各类大直径面铣刀盘,自带法兰定位,支撑性和稳定性优异,主要用于工件大面积平面铣削。
立铣刀刀柄:适配可转位立铣刀具,刚性与精度表现均衡,适配车间绝大多数常规复合型铣削工序。
螺纹转接刀柄:采用螺纹连接刀头,可延长加工悬伸,专门应对深腔、超长结构工件的铣削加工。
液压刀柄:夹持稳固、减震效果优秀,切削运行平稳,多用于可转位刀具的高速精密加工场景。
ER 筒夹刀柄:车间普及率最高的通用刀柄,跳动精度稳定,足以应对轻型、中型常规铣削,适用场景十分广泛。
侧固式立铣刀柄:依靠侧面螺丝锁紧刀具,夹持力度充足、性价比高,是中小型加工车间的基础标配。
液压刀柄:跳动量小、减震性能出众,适配高速切削与精密精加工,能够有效稳定工件加工精度。
热缩刀柄:利用热胀冷缩原理夹持刀具,夹紧力足、振动极低,多用于高转速、长悬伸的高难度加工工况。
刀柄是连接机床与刀具的关键配件,直接影响整体切削稳定性和成品精度。选型时,重点参考夹持刚性、跳动精度、锁紧扭矩、动平衡等核心参数。高端刀柄能提升切削转速、优化加工精度,拉高生产效率,但采购成本更高。普通常规工序选用基础刀柄即可满足生产,按需匹配,才能平衡加工品质与生产成本。