
29
2026.4
作者
192
阅读量
做数控铣削的朋友都知道,车间里的铣刀基本就分为两大类:高速钢铣刀和硬质合金铣刀,其中合金铣刀的使用场景会更多。很多新手师傅经常纠结刀具怎么选,其实刀具没有好坏之分,只有合不合适。结合工件材质、切削速度、设备精度、成本预算以及机床稳定性选型,才能减少崩刀、磨损快等问题,稳稳提升加工质量和效率。

一、什么是高速钢(HSS)?
高速钢,简称HSS,是加工行业老牌经典刀具钢材。它最大的特点就是综合性能均衡,硬度、韧性、耐磨性兼顾,容错率很高。不管是普通金属切削,还是常规零件加工都能适配,也是很多老牌加工车间的常用刀具。

高速钢主流分类
1、8%钴高速钢(HSSE)
8%钴高速钢属于升级款高速钢。添加钴元素后,刀具的耐热性、硬度和耐磨性都显著提升。面对中等难度的精密加工,切削更稳定、不容易发热烧刀,使用寿命比普通高速钢更长。
2、5%钴高速钢(HSSE)
5%钴高速钢最大的优势就是性价比高、韧性足。整体材质结实耐用,不容易崩口,硬度刚好适配软料加工。日常铝件、软钢、黄铜等通用加工,用它完全够用,非常适合中小型车间量产加工。
3、无钴普通高速钢
无钴普通高速钢是最基础的高速钢材质,整体性能比较普通。如今刀具工艺不断升级,高性能刀具越来越普及,这款基础钢材已经很难满足现在的加工需求,目前车间基本很少用到。
二、高速钢铣刀的适用场景与优缺点

如果你的车间机床偏老旧、设备稳定性一般,不想投入太高成本,高速钢铣刀就是绝佳选择。这款刀具主打软料加工,适配软钢、铝材、黄铜等各类软性工件,适配场景十分广泛。
得益于优秀的韧性,高速钢铣刀支持长时间连续加工,刀刃不易破损、崩口,耐用性稳定。最关键的是价格便宜,对于主打常规加工、控制成本的车间来说,性价比直接拉满。
当然它的短板也很直观:硬度和耐热性有限,扛不住高速切削。一旦转速拉高,很容易出现刀刃发热、磨损、烧刀报废的情况。同时它也加工不了不锈钢等硬料,硬材切削会快速损耗刀具,大幅缩短使用寿命。
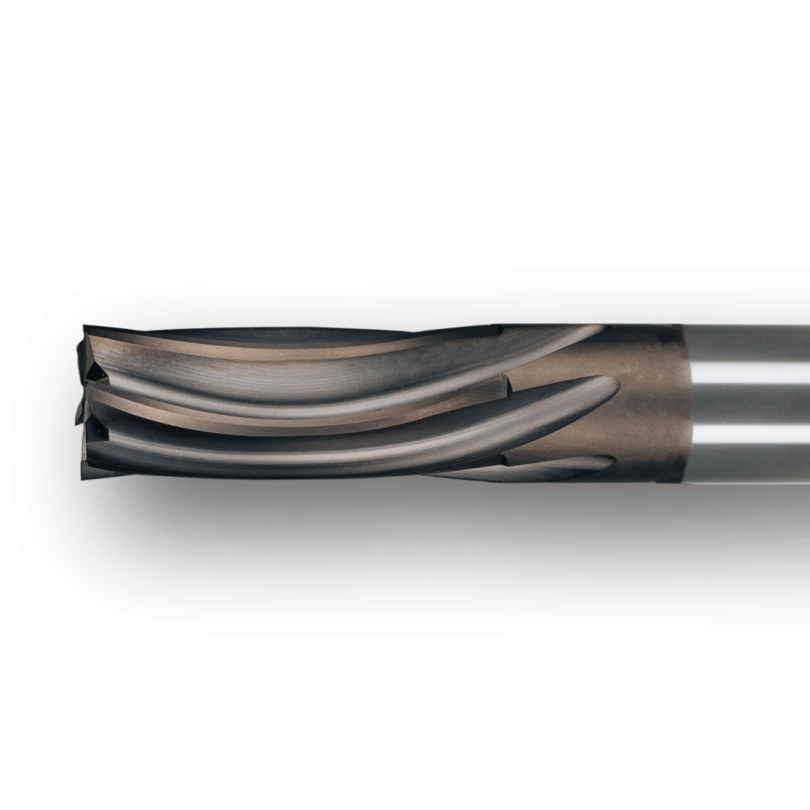
三、什么是硬质合金铣刀?有哪些分类?



硬质合金铣刀由碳化钨和钴烧结制成,硬度远超高速钢,性能更出色。现在数控精加工、硬料加工车间,基本都以合金铣刀为主。按照晶粒尺寸划分,它主要分为三类,对应不同的加工需求:
1、微晶粒硬质合金
微晶粒硬质合金晶粒偏大,尺寸在0.2-2微米之间。它的核心优势是韧性好、抗震动,非常适合车间里的断续切削、重切削工况。面对加工震动大、受力不稳定的难加工材料,不容易崩刀、断刀。
2、超细晶粒硬质合金
超细晶粒硬质合金晶粒更小,尺寸仅0.1-0.5微米。相比微晶粒材质,硬度和耐磨性更好,专门用于零件精加工、表面修光,能做出光洁度更高的工件,还能减少换刀次数,提升加工效率。
3、纳米晶粒硬质合金
纳米晶粒硬质合金是硬质合金中的高端材质,晶粒尺寸不足100纳米。硬度、耐磨性、结构强度都处于顶尖水平,专门应对高速切削、超硬材料加工、超高精密加工等高要求工况。
四、硬质合金铣刀的适用场景与优缺点
针对不锈钢、铸铁、钛合金这类硬度高、极易磨损刀具的工件,硬质合金铣刀是最优解。它耐高温能力极强,就算长时间高速切削,刀刃也能保持完好,适配各类高精度数控设备,有效提升车间产能。
但合金铣刀也不是万能的。一方面,它的采购价格更高,加工成本高于高速钢刀具;另一方面材质偏脆,非常怕震动和冲击。如果机床老旧、运行不稳,切削震动大,大概率会出现崩刃、断刀,因此不适合手动设备和不稳定的加工工况。
五、总结
最后给大家简单总结一套通用选型公式:低速加工、软质工件、老旧普通机床、想要控制成本,选高速钢铣刀;高速加工、硬质工件、追求高精度、设备稳定,选硬质合金铣刀。选对刀具材质,就能轻松解决崩刀、磨损快、精度差等常见加工问题,降本增效两不误。