
29
2026.4
作者
164
阅读量
一、刀具涂层基础科普
本文针对机械加工中常用的TiN、TiAlN、AlTiN、TiCN四大刀具涂层展开对比解析,全面梳理各类涂层的基础特性与实用性能。
涂层是附着在刀具表面、厚度仅微米级的复合化合物层,能紧密贴合刀具基体,对精密加工刀具起到多重关键保护与优化作用。

涂层带来的核心优势
1. 增强耐磨、延长寿命
工件与刀具运转接触时会产生摩擦损耗,涂层可有效缓冲摩擦压力,大幅减缓刀具磨损速度。
2. 提升切削进给效率
依托涂层的防护特性,加工时可适当提高切削行进速度,提升整体加工效率。
3. 防腐防锈更耐用
隔绝外界环境湿气、氧化等不利因素,避免刀具出现锈蚀、老化问题。
4. 外观质感更佳
涂层自带规整色泽,让刀具整体视觉效果更精致。
刀具涂层厚度一般控制在0.7μm以内,若涂层过厚,使用过程中极易出现开裂脱落,反而影响使用性能。
选用刀具涂层不能盲目,需结合加工场景匹配,两大核心参考因素尤为关键:
- 加工工件材质:区分低碳钢、不锈钢、铝材等,材质硬度越高,适配涂层的纳米硬度要求也越高;
- 加工切削类型:钻头钻孔、铣刀铣削、螺纹加工等工况不同,适配的涂层耐温、切削参数也存在差异,比如螺纹加工适配转速远低于麻花钻钻孔。
二、影响刀具使用寿命的关键因素
刀具使用寿命,指刀具磨损达到允许极限、加工精度和成品质量不达标的临界使用时长。
涂层是延长刀具寿命的核心手段,但除此之外,刀具使用寿命还受多重条件制约:切削速度、工件材质、刀具基材、切屑截面尺寸、冷却方式、机床类型及操作模式等。
即便最常规的TiN标准涂层,也能让刀具使用寿命提升3-4倍。对于批量规模化加工场景,选用带涂层刀具,可大幅减少刀具更换频次,节约耗材成本。合理搭配冷却工艺,还能进一步加持,延长刀具使用周期。

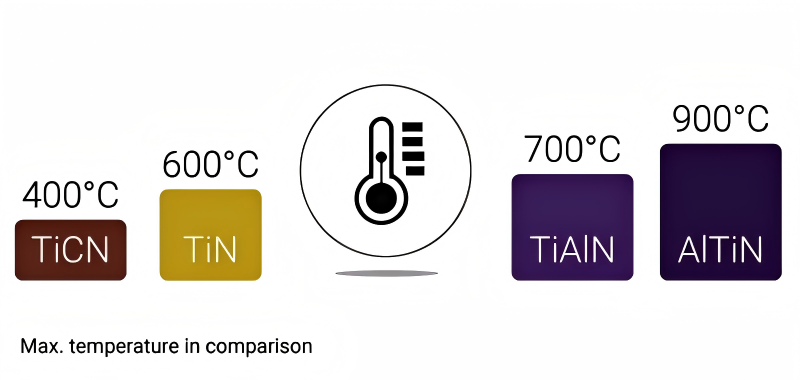
三、切削速度与涂层耐温适配要点
切削速度计量单位为米/分钟(m/min)。机械切削过程中,刀具刃口会因摩擦、材质扩散、刃口崩损产生高温,易改变刃口几何形态,拉低加工精度与成品质量。
精准设定切削速度,既能保障最优加工效果,又能最大程度抑制刀具磨损。不同加工工况适配切削速度不同,螺纹加工的合理切削速度,普遍低于常规钻孔加工。
涂层最高耐受应用温度和切削速度直接挂钩,切削速度越高,所选用涂层需具备的耐高温性能就越强。
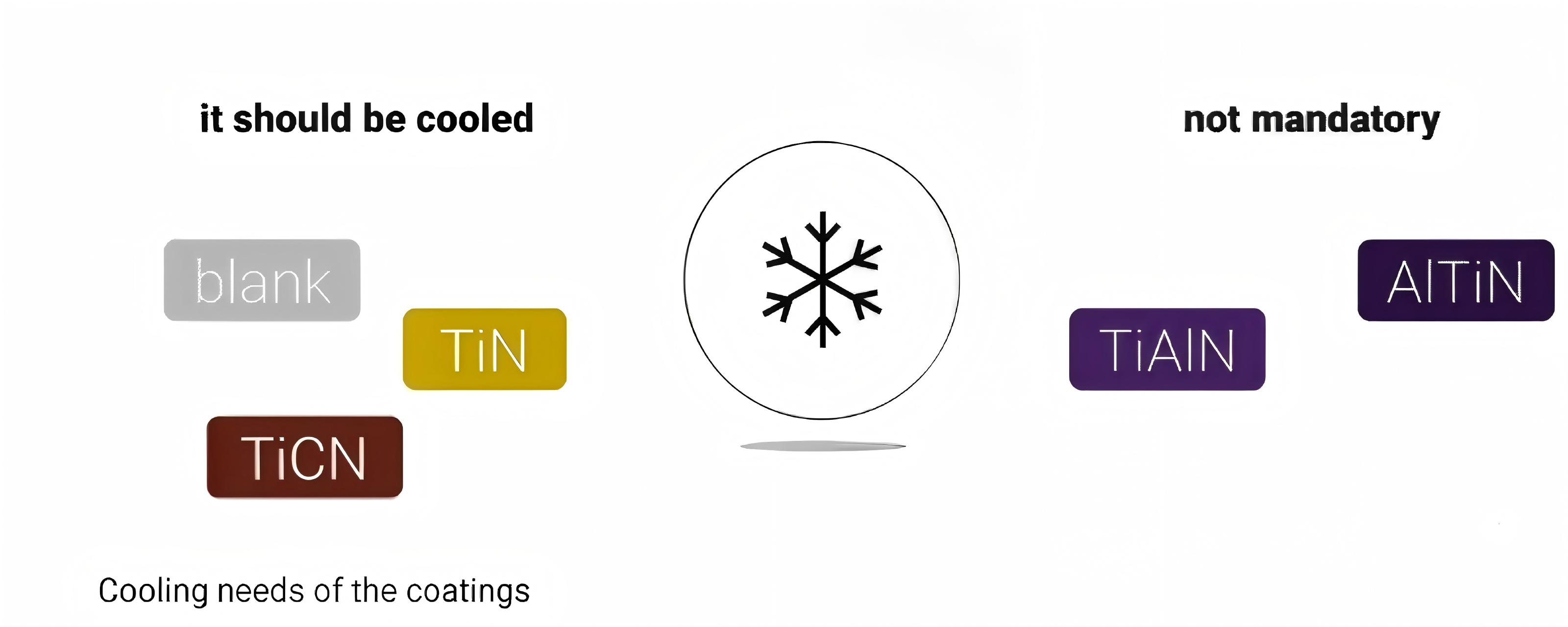
四、冷却工艺在切削加工中的作用
无论刀具搭载何种涂层,合理冷却都能为加工带来正向增益,日常机械加工中,建议常规配备冷却工序。
冷却液在加工中具备多重作用:降低刀具与工件间的摩擦阻力、及时排走加工切屑、快速带走切削高温、延长刀具使用寿命、优化工件表面光洁度、清洁加工接触面、防止工件与刀具发生腐蚀氧化。
部分高性能涂层刀具,在特定简易工况下可无需强制冷却,但复杂精密加工仍建议配套使用。
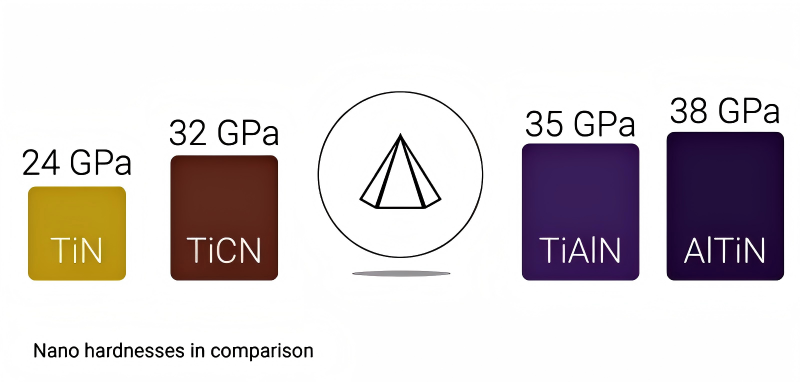
五、涂层纳米硬度的实际加工价值
涂层纳米硬度以千兆帕斯卡(GPa)为计量单位,代表材质受压承载能力。
具备高纳米硬度的涂层刀具,可胜任高硬度材质切削作业,同时支持更高的切削速度,有效压缩单件加工时长,提升生产效率。
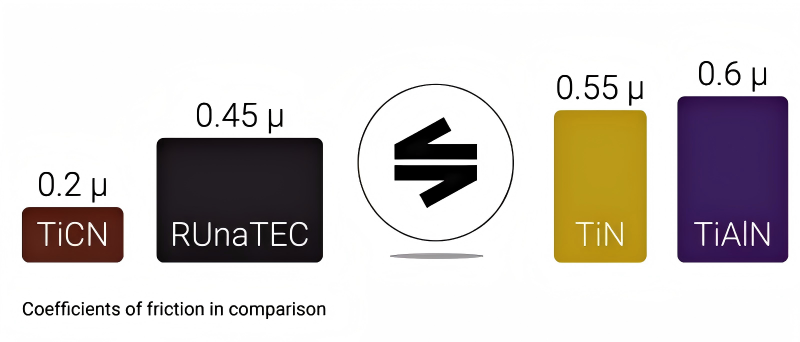
六、摩擦系数对孔加工的影响
孔加工过程中,运动的刀具与固定工件相互接触,会产生摩擦并衍生大量热量,加工的核心目标之一就是以低摩擦实现动力稳定传递。
摩擦系数常用符号μ表示,以钢材加工为例,搭配冷却工艺后,钢件之间的摩擦系数可从0.2μ降至0.07μ,大幅降低磨损与高温损耗。
七、总结
刀具涂层对加工性能、刀具寿命均有显著正向提升效果,不同材质、不同工况需匹配对应涂层。四大主流涂层在耐温性、纳米硬度、摩擦系数、适用加工领域等参数上各有差异,可根据自身加工需求合理选型搭配,适配最优加工方案。
四大主流刀具涂层参数及应用对比表
为方便大家快速选型,整理TiN、TiCN、TiAlN、AlTiN四种市面最常用刀具涂层核心参数与适配场景,清晰对比各项性能差异:

涂层选型小建议
1. 普通通用加工、追求性价比:优先选择 TiN涂层;
2. 精加工、防积屑瘤、加工不锈钢:优先选择 TiCN涂层;
3. 高速干式切削、铸铁/钢材粗加工:优先选择 TiAlN涂层;
4. 高硬度难加工材料、超高温工况:优先选择 AlTiN涂层。