
30
2026.4
作者
165
阅读量
在机械加工中,孔加工看似基础,却是非常考验工艺细节的工序。不少加工厂经常遇到孔径偏移、孔壁粗糙、同心度不佳等故障,究其根本,大多是钻头工作稳定性不足导致。
钻孔看着操作简单,实则细节繁多。今天我们结合一线加工经验,梳理钻孔加工的核心技巧,帮大家解决钻头不稳、孔质不达标的常见问题。
一、钻孔加工:效率与质量如何取舍?
针对精度要求较高的孔加工工件,一般都需要通过镗孔、铰孔等二次精加工来满足公差与光洁度要求。很多师傅觉得这种工况下,钻头只需要完成粗打孔、保证定位准确就足够了。
但在实际生产中,钻孔的加工质量,直接影响后续精加工效果。如果钻孔转速过高,容易造成工件材料加工硬化,不仅会缩短丝锥使用寿命,严重时还会让材料硬度超标,无法正常攻丝。
加工数量也会改变工艺侧重点:如果单件工件仅需加工少量孔,适当降低加工速度、精细化操作,或是使用钻孔铰孔一体刀具,无需二次加工就能做出合格孔洞;如果是大批量打孔作业,加工效率则会成为首要考量。
二、判定钻孔质量的三大核心标准
想要判断钻头稳定性、把控钻孔成品质量,只需参考三个核心标准,快速排查现场加工隐患:
1. 孔径公差:检查加工后的孔洞尺寸,是否精准贴合图纸公差标准,避免孔径偏大、偏小的问题;
2. 加工适配性:成品孔洞是否满足工件后续打磨、攻丝、装配等二次加工需求;
3. 孔位同心度:规避孔洞偏移、倾斜、不圆润等问题,保障工件整体加工精度。
三、钻头设计参数,决定基础加工稳定性
硬质合金钻头适用范围广,但很多操作人员容易忽略钻头结构设计的重要性。钻头的螺旋角、表面涂层略有不同,钻孔效果和加工稳定性就会出现明显差异。
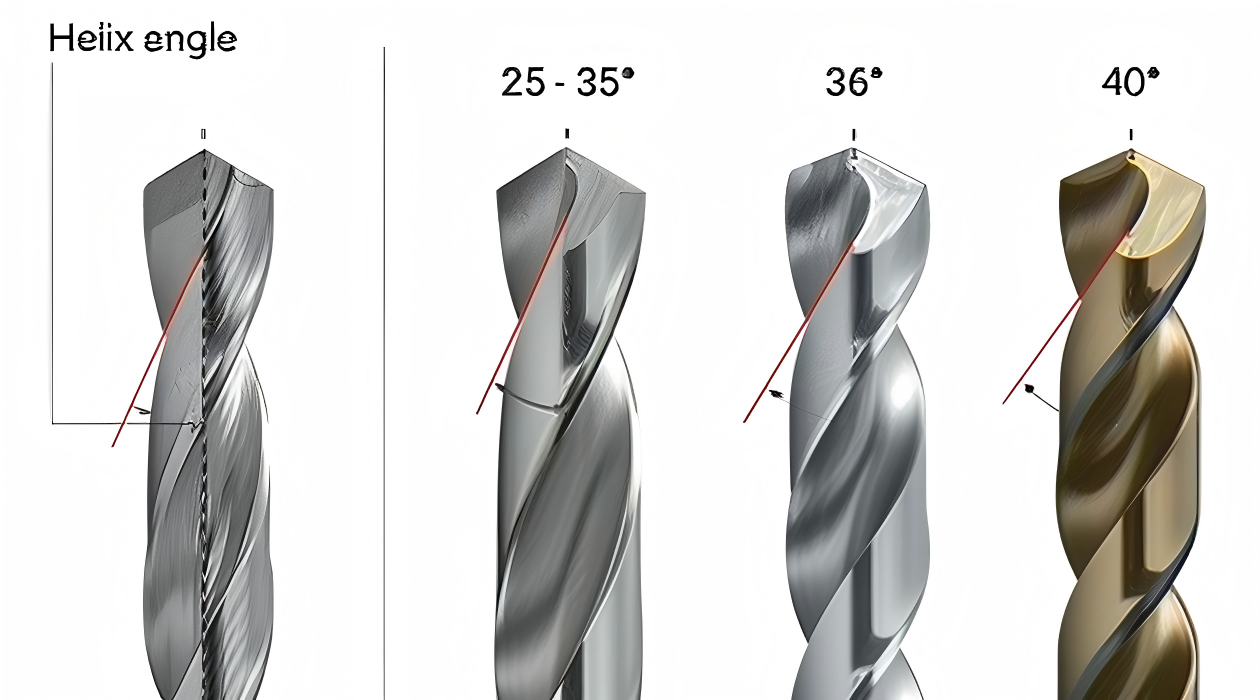
1. 螺旋角适配不同加工材质
低螺旋角与直槽钻头适配铸铁、球墨铸铁这类短切屑材料;20°-30°的常规螺旋角,通用性极强,加工硬质材料时排屑顺畅、运行稳定。
而铝、铜等软性金属,更适合高螺旋角钻头。高螺旋角可以优化排屑通道,快速带出加工碎屑,避免碎屑残留划伤孔壁。根据加工材质选配对应的钻头,既能延长刀具使用寿命,也能有效提升孔壁光洁度。
2. 专业涂层提升钻孔质量
涂层是决定钻头性能的关键。优质的复合涂层融合钛、铬、钛硅等材质,整体性能优于普通涂层钻头。其中硅元素可以提升涂层润滑性,让碎屑顺畅滑落,有效减少积屑瘤生成。
积屑瘤是钻孔常见故障,极易划伤孔壁、破坏孔洞平整度,靠谱的涂层可以稳定钻头切削性能。同时,新型耐高温涂层能够承受高速钻孔产生的热量,适配高速加工场景,轻松加工出高精度、高光洁度的孔洞。

四、细节把控!全方位提升钻头稳定性
1. 刀具基材与结构优化
钻孔精度,在钻头选材时就已经奠定基础。如果钻头棒材跳动量大,很容易出现孔径偏差、孔壁粗糙、同心度不足等问题。除此之外,合适的钻尖芯厚,能让钻头接触工件时更加稳定,杜绝钻头偏移、晃动、扩孔等问题,保证孔洞笔直圆润。
面对高精度加工需求,可将单韧带钻头更换为双韧带钻头。双韧带拥有四个接触点,既能稳固钻头、起到导向作用,尤其适合深孔加工,避免刀具晃动偏移,还能轻微抛光孔壁,显著提升成品光洁度。
但钻头结构需要匹配加工材质:双韧带钻头更适配铸铁等短切屑材料;加工铝、不锈钢等长切屑材料时,优先选用单韧带钻头,防止碎屑卡在刀具与工件缝隙之间,造成加工瑕疵。

2. 控制跳动与刀具刚性
钻头跳动超标,是孔径偏大的主要原因之一。随着主轴转速升高,钻头晃动幅度会不断变大,孔径偏差也会持续加剧。
与此同时,过长的钻头刚性不足,加工时容易产生细微振动。这类不易察觉的震动,不仅会导致小钻头断刀,还会在孔壁留下划痕、凹凸缺陷,直接造成工件报废。
五、切削液管控,极易被忽视的关键工序
切削液管控看似简单,却是极易被忽略的关键工序,直接关系钻孔质量与刀具寿命。切削液的浓度、过滤精度、喷射压力,每一项参数都不容忽视。
浓度合适的切削液,既能提升加工润滑效果,又能快速带走切削刃产生的高温,减少刀具磨损与工件热变形。定期过滤切削液,清理金属碎屑和杂质,可避免小直径钻头冷却液孔堵塞,稳定加工状态。
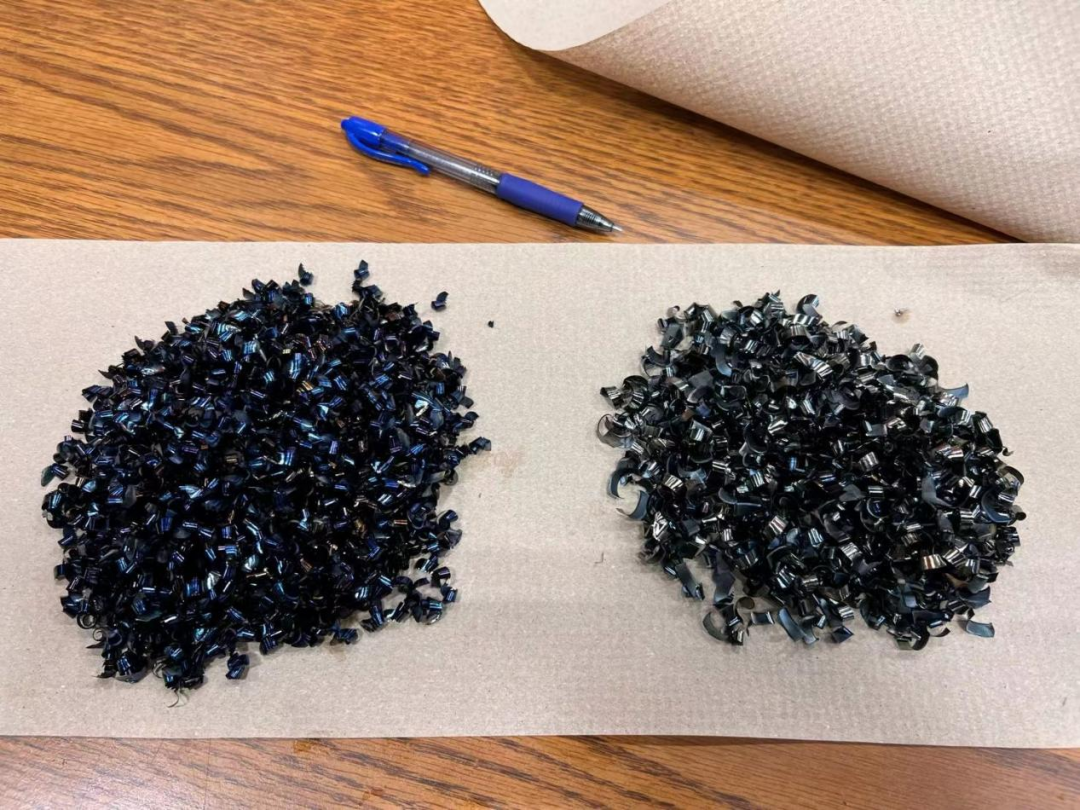
另外,切屑状态是判断加工好坏最直观的方式。加工状态良好时,排出的切屑规整呈锥形;一旦切屑卷曲缠绕、堆积在排屑槽内,就会持续摩擦孔壁,导致孔面粗糙、产生划痕。
正常钻孔产生的切屑,背面呈亮银色金属光泽。如果切屑整体发蓝,说明切削温度过高,刀具刃口磨损加快,不仅加工精度变差,还会大幅提升刀具损耗成本。
六、写在最后:刀具稳定性,决定加工性价比
对机械加工厂来说,钻头稳定性是把控加工品质、控制生产成本的关键,也是优质刀具和普通刀具最大的差距。
很多厂家一味追求低价刀具,看似节省了采购成本,却频繁出现孔径不合格、断刀、工件报废、返工返修等问题,反而耗费更多时间与物料成本。
适配的刀具搭配标准的加工工艺,能够有效提升钻孔精度、减少加工损耗,帮助工厂稳定量产、实现降本增效。