
30
2026.4
作者
239
阅读量
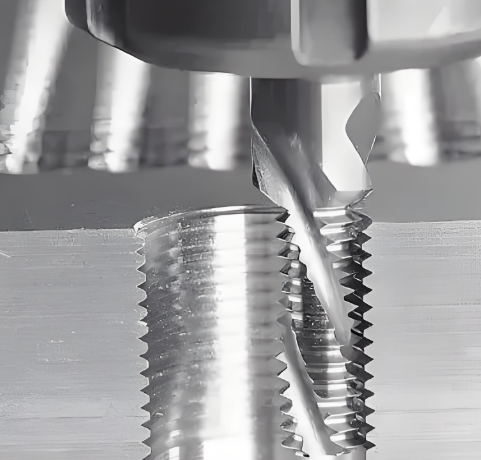
在数控机加工领域,内螺纹加工最常用的两种方式,分别是螺纹铣削和丝锥攻丝。很多操机师傅在日常加工中,常常纠结两种工艺该如何选择。
两种工艺在加工原理、适用场景、加工精度和加工风险上各有特点,直接影响工件成品质量、机床损耗和生产成本。本文将对两种工艺做全面对比,方便大家根据工况合理选型。

一、核心加工原理与刀具材质差异
在普通铣床加工螺纹时,两种工艺的机床运行方式存在较大区别。
丝锥攻丝只依靠机床Z轴完成切削,加工流程固定,操作人员可调空间有限。螺纹铣削需要机床三轴联动,配合圆弧插补完成加工,操作人员可以实时把控切削状态,加工可调空间更大。
刀具材质的选用逻辑也不相同。螺纹铣刀大多使用硬质合金即可满足常规加工需求,圆弧插补的切削方式可以分散刀具载荷,受力相对均匀,无需搭配多种材质。
丝锥可选材质更广,包括高速钢、粉末金属、硬质合金等。因为攻丝切削载荷集中在机床Z轴,硬质合金丝锥稳定性一般,容易崩断,所以行业内大多使用适配性更好的高速钢、粉末金属材质丝锥。

二、加工安全性:螺纹铣削大幅降低工件报废风险
加工稳定性与安全性,是两种工艺较为关键的区别,也是高价值工件加工选型的重要参考。
常规丝锥攻丝采用G84固定循环,程序启动后一般无法中途暂停、修改参数。一旦遇到切削负载过大、排屑不畅、孔位偏差等问题,丝锥很容易断裂。丝锥断裂后,工件大概率无法继续使用,还需要通过电火花加工取出残留刀具,增加了额外的工时与加工成本。
螺纹铣削的加工可控性更好,加工过程中可以随时调整参数、暂停加工。整体切削力偏小,加工状态稳定,刀具卡死、断裂的概率较低,比较适合自动化无人加工和高价值精密工件加工,加工容错表现优于攻丝。
三、大直径螺纹加工:螺纹铣削性价比更高
在孔径20mm以上的大直径螺纹加工场景中,两种工艺的适配差距会更加明显。
大规格丝锥采购成本较高,加工时切削力大,刀具断裂风险偏高,一旦出现刀具损坏,会同时产生刀具损耗和工件报废的双重成本。螺纹铣削可以降低单孔加工成本,有效减少刀具断裂问题。
同时螺纹铣削整体切削负载更低,对机床负荷较小,能够减少机床损耗,适配大批量大孔径螺纹加工生产。

四、实操难度、刀具寿命与返修便捷性对比
1、机床加工负荷与难度
加工小孔径螺纹时,攻丝和螺纹铣削都可以稳定作业,不会对机床造成损伤。但孔径增大后,攻丝切削力会明显上升,加重机床负担;而螺纹铣削受螺纹尺寸影响较小,全程可以保持低负载加工状态。
2、刀具使用寿命
综合实际加工情况来看,螺纹铣刀使用寿命普遍优于丝锥。依托低负载的加工特点,螺纹铣刀可以搭配多种加工策略,适配不同工况,能够有效降低单孔加工成本,整体性价比不错。
3、工件返修难度
工件未下机的情况下,螺纹铣削返修操作简单,操作人员微调偏移补偿,重启加工循环即可,不容易出现错牙、伤件等问题。丝锥加工后的螺纹,大多需要更换专用丝锥手动返修,工序更繁琐,螺纹精度也难以稳定保证。
五、加工精度与复杂材料适配能力
在加工精度方面,螺纹铣削的表现更加稳定。该工艺可以精准控制螺纹孔径,机床负载平稳,排屑效果良好,能够有效提升螺纹表面光洁度与成型质量。
丝锥攻丝的切屑只能通过刀具出屑槽排出,操作人员无法干预排屑状态,容易出现切屑残留、螺纹毛刺、表面光洁度不佳等问题。
面对钛合金、淬火钢、镍合金等难加工材料时,两种工艺差距更加明显。这类材料切削阻力大,采用攻丝加工时受力较高,丝锥容易断裂损坏。螺纹铣削可灵活调整走刀方式,降低切削阻力,加工出来的螺纹质量更加稳定。
六、加工速度与小孔径加工适配性
从加工效率来看,丝锥攻丝存在一定优势。仅依靠机床单轴运作,工序简单、耗时较短,适合结构简单、规格标准化的小孔螺纹加工。
但在小孔径、高硬度材料加工场景中,攻丝的短板比较突出。细小丝锥承载能力有限,加工不锈钢等硬质材料时,容易卡顿、断裂,进而造成工件报废。
螺纹铣削可以有效规避以上问题,加工切削力小,刀具不易损坏,即便刀具出现破损,只需更换新刀,不会损伤工件。同时螺纹铣刀无螺旋结构,可以加工盲孔底部的完整螺纹,在短螺纹、三倍径及以上深孔加工中,整体效果更好,无需反复加工,加工安全性和螺纹完整度更有保障。
七、工艺选型标准:什么时候选攻丝?什么时候选螺纹铣削?
1、优先选用螺纹铣削的场景
螺纹铣刀通用性较好,同一螺距的铣刀,微调加工参数即可加工多种直径的螺纹,无需储备大量不同规格刀具,能够节省刀具采购成本。比较适合高价值精密工件、难加工材料、大孔径、深孔、盲孔以及自动化无人加工场景,加工精度稳定,工件报废概率低。
2、优先选用丝锥攻丝的场景
螺纹铣刀单品采购价格高于丝锥,且新手需要一定时间熟悉编程操作。针对小批量、低利润的标准化小孔加工,以及对螺纹精度、容错率要求不高的普通工件,使用丝锥攻丝加工速度更快,短期投入成本更低,更加适配基础加工工况。
八、螺纹铣削常见疑问解答
1、螺纹铣削的缺点是什么?
螺纹铣削前期存在一定编程门槛,需要操作人员熟悉参数设置,且刀具采购成本高于丝锥,部分简易小件加工效率不如攻丝。目前市面上多款数控编程软件可以自动生成加工程序,能够有效降低操作门槛。
2、螺纹铣刀适配哪些机床?
螺纹铣刀可适配绝大多数数控铣床,也可用于数控车床,搭配Y轴驱动刀具时加工效果更佳。
3、螺纹铣刀能否完成倒角、无预孔加工?
普通丝锥无法单独完成倒角工序,只有一体式刀具可以同步完成钻孔、攻丝、倒角加工。专用螺纹铣刀支持无预钻孔加工,可一次性完成开孔、铣螺纹、倒角等多道工序,简化加工流程。
总结
综合对比来看,螺纹铣削具备可控性高、精度稳定、报废率低、通用性广的特点,适合多数精密、复杂、高价值的螺纹加工工况,是数控加工中实用性很高的工艺。丝锥攻丝操作简单、加工速度快、刀具成本低廉,更适配常规标准化小件加工。不少加工厂会担心螺纹铣削编程难度高,很少选用该工艺。实际上借助专业编程软件,螺纹铣削操作简单便捷,能够减少工件报废带来的损耗,降低刀具储备成本,长期生产的综合表现优于传统攻丝工艺。