
3
2026.6
作者
56
阅读量
一、加工几何参数的基本定义
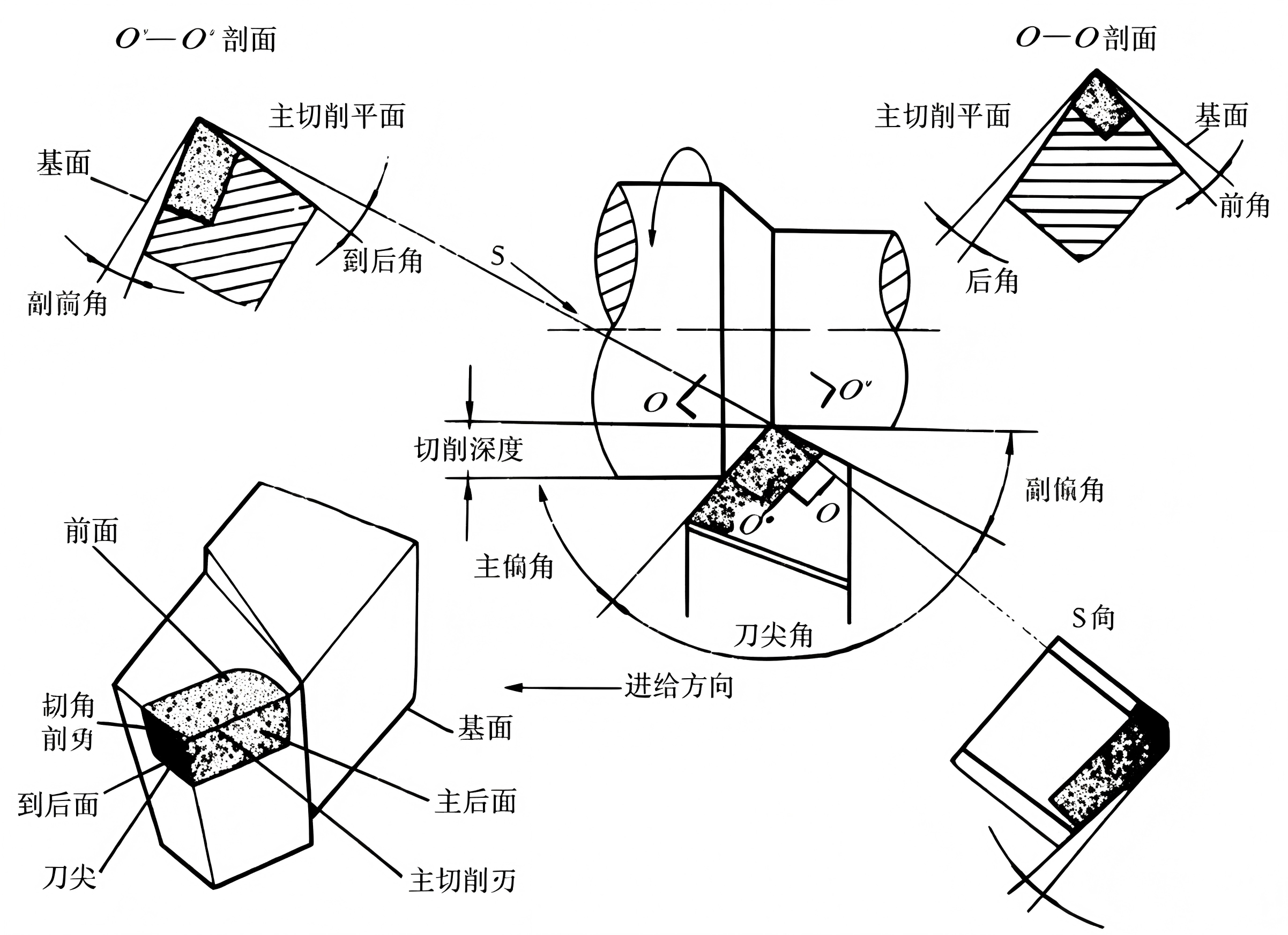
在机械加工领域,切削刃几何参数是影响加工效果的关键因素。其中,前角作为核心几何参数之一,通常定义为在正交平面中测量得到的前刀面与基面之间的夹角。
在实际加工过程中,前刀面是切屑流出的工作表面,而基面则是过切削刃选定点、垂直于主运动方向的参考平面。例如,对于普通外圆加工,基面可理解为平行于刀具底面的平面。几何参数的大小和正负对加工性能有着重要影响。
当前刀面与切削平面间的夹角小于90°时,前角取正号,此时正前角越大,切削刃通常越锋利;当前刀面与切削平面间的夹角大于90°时,前角取负号。

二、几何参数的分类与特性
根据加工设计和应用场景的不同,前角参数可分为正前角、负前角和零前角三类,各自具有不同的适用特性:
- 正前角:能使切削刃更为锋利,切屑变形相对较小,切削力也相应减小,有利于提高切削效率和加工表面质量,在加工塑性材料或硬度较低的材料时应用较为广泛
- 负前角:能增强切削刃的整体强度,适用于加工脆性材料或硬度较高的材料,不过负前角过大时,切削力会出现显著增加
- 零前角:是前刀面与基面重合的特殊情况,在一些特殊的加工设计或工艺中会被采用
三、几何参数对加工过程的影响规律
3.1 对切削力与锋利程度的影响
增大前角参数,切削刃会变得更加锋利,切削过程中切屑变形减小,切削力也随之降低。这就如同用一把锋利的刀具进行切削,过程会更加轻松省力。
在加工塑性材料时,较大的前角能让切削过程更加顺畅,有助于提高加工效率。但正前角过大时,刃口强度会有所下降,在切削过程中容易发生磨损甚至破损。
3.2 对断屑效果的影响
前角参数的大小对断屑效果也有一定影响。合适的参数设置可以使切屑在流出过程中更容易折断,有利于排屑顺畅。例如,在车削加工中,选择恰当的前角能够控制切屑的形状和排出方向,避免切屑缠绕在工件或加工部件上,保障加工的正常进行。
3.3 对加工表面质量的影响
当前角参数增大时,刃口更加锋利,切削过程中的摩擦力减小,从而可有效减少积屑瘤的产生。积屑瘤会使加工表面变得粗糙,影响表面质量,而前角的合理选择能够减少这种情况的发生,有助于提高工件的表面质量。
3.4 对刃口强度和散热条件的影响
前角参数增大,加工部件的楔角会减小,这会导致刀头强度降低,同时散热体积也相应减小,散热条件变差,切削过程中产生的热量不易散发,容易使切削温度升高,进而影响加工部件的使用寿命。
四、几何参数选择的影响因素
4.1 工件材料特性
加工脆性材料时(如铸铁),由于材料脆性较大,切削过程中切屑呈崩碎状,对刃口的冲击力较大,此时建议选择较小的前角来增强刃口强度。
而加工塑性材料时(如钢材),切屑呈带状,切削力相对较小,可选择较大的前角以提高切削效率和加工表面质量。
4.2 加工部件材料特性
加工部件材料自身的强度和韧性也会影响前角参数的选择。高速钢材料具有较高的强度和韧性,允许选择较大的前角;而硬质合金材料硬度高但韧性相对较低,前角一般选择较小。
4.3 加工性质要求
粗加工时,切削余量较大,切削力和切削热也较大,为保证刃口强度,前角建议选小些;精加工时,主要关注加工表面质量,为减小切削力和提高表面质量,前角可适当选大些。
五、几何参数选型原则
5.1 依据工件材料选型
建议遵循以下原则:加工脆性材料或硬度高的材料选小前角,加工塑性材料或硬度低的材料选大前角。
- 加工淬火钢时,前角通常可取-5°~5°
- 加工铝合金时,前角可在15°~35°之间选择
5.2 结合加工部件材料选型
高速钢材料的前角可比硬质合金材料的前角大5°~10°。
5.3 根据加工性质选型
粗加工取较小前角,精加工取较大前角:
- 车削外圆粗加工时,前角可选5°~10°
- 精车时,前角可选10°~15°
六、总结
切削几何参数是机械加工工艺设计中不可忽视的重要因素,深入理解其定义、分类、作用机理、影响因素及选择原则,对于优化切削过程、提高加工效率和产品质量、延长加工部件使用寿命具有重要意义。
在实际生产加工中,建议根据具体的加工条件和要求,综合考虑各方面因素,合理选择几何参数设置,以达到最佳的加工效果。