
5
2026.6
作者
105
阅读量
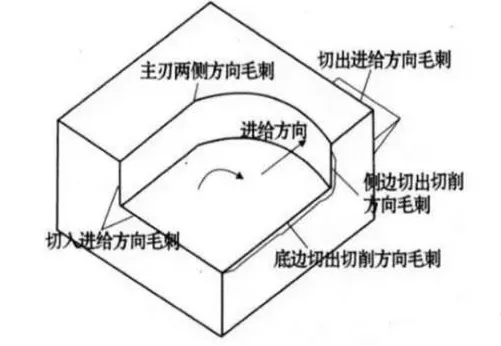
在机械切削加工中,毛刺是车间最为普遍的加工瑕疵。这类工件边缘残留的不规则金属毛边,看似细微,却会破坏工件表面光洁度,影响零件装配贴合度,长期使用还会加速设备磨损、缩短零部件服役周期。想要改善工件加工质量,首先需要摸清毛刺的产生原因,针对性落实整改措施。

一、切削参数设置不合理
参数匹配不当是毛刺滋生的主要诱因。切削速度偏高时,刀具无法平稳切入材料,金属易被拉伸撕裂,形成边缘毛刺;进给量过大,会加重刀具切削负荷,材料难以彻底切断,残留毛边明显;而切削深度过浅,仅能去除表层材料,切削不彻底也会催生毛刺。现场可根据工件材质,适度下调切削速度与进给量,匹配合理切削深度,保证切削过程平稳顺畅。
二、刀具状态与选型问题
刀具的状态和角度参数,直接影响切削成型效果。刀具长期使用后刃口磨损钝化,切削时无法利落断料,极易残留毛刺。同时,刀具前后角、刀尖角度选型不符工件材质,会加剧金属塑性变形,增加毛刺产生概率。日常加工中需定期检查刀具状态,及时修磨或更换刀具,根据材料特性优化刀具几何角度。
三、工件材料特性影响
材料本身属性会间接影响切削效果。高韧性金属材料切削过程中不易断裂,容易拉伸形成长条毛刺;工件材质硬度分布不均,会导致切削力波动,软硬交替区域易出现毛边缺陷。针对这类问题,可通过适配专属刀具与切削参数改善塑性变形,选用品质稳定的原材料,或通过热处理均匀材料硬度,减少加工瑕疵。

四、加工操作方式不规范
不规范的加工操作,也是毛刺频发的关键因素。切削路径规划混乱、工序顺序不合理,会造成切削受力不均;工件装夹固定不牢,加工时易产生位移、振动,导致切削不均匀;切削液型号不符、供给不足,会造成切削区域高温、润滑不足,加重毛刺问题。加工时需优化切削顺序,规范工件装夹,选用适配切削液并保证充足供给。
五、机床设备性能偏差
机床设备的刚性与精度,决定切削稳定性。设备刚性不足,高速切削时容易产生共振、抖动,破坏切削连贯性;设备长期使用未校准维护,精度出现偏差,会导致刀具与工件相对位置偏移,进而产生毛刺。车间需定期检修、校准机床,维护设备刚性与加工精度,减少设备带来的加工缺陷。
六、加工工艺设计缺陷
工艺设计不合理,会从根源引发批量毛刺问题。切削路径存在突变、冲击点位,切削过程不连贯;工件各区域切削余量分布不均,导致切削力忽大忽小,都会造成局部毛刺堆积。工艺设计阶段需优化切削轨迹,保证切削平稳连续,均匀规划切削余量,维持切削受力均衡。
总而言之,毛刺的产生是多因素共同作用的结果。结合现场工况,从参数调试、刀具维护、材料管控、设备保养、工艺优化等方面逐一把控,能够有效减少毛刺缺陷,稳步提升工件加工合格率与表面质量。