
商城公告
新闻资讯
产品资讯
技术文章
知识库
8
2026.6
作者
37
阅读量
摆线铣削工艺详解!原理、优势、适用材料及实操技巧
本文详解摆线铣削的加工原理,对比传统铣削的工艺优势,梳理各类材料的适配加工要点,同时分享刀具选型、参数设置等实操技巧,助力机械加工从业者优化加工工艺。
在数控铣削加工中,摆线铣削是一种实用性极强的高效加工工艺,凭借出色的切削性能,广泛应用于各类精密零部件粗加工场景。相较于传统铣削方式,它能有效提升加工效率、延长刀具使用寿命,是机械加工提质增效的关键工艺之一。
本文将通俗讲解摆线铣削的核心原理、工艺优势,适配加工的材料品类,以及现场加工的实操要点,适配各类机床加工场景参考。

一、什么是摆线铣削?
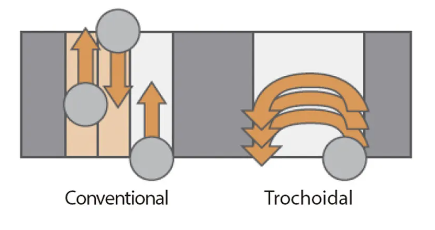
传统铣削加工中,刀具多沿直线或固定曲线走刀,加工过程中刀具与工件持续接触摩擦。这种接触方式会让刀具持续受热、负荷过高,极易加剧刀具磨损,不仅影响加工进度,还会缩短刀具使用寿命,增加加工成本。
摆线铣削则是一种差异化的走刀加工方式,刀具不再沿用固定轨迹,而是通过多段不同半径的圆弧轨迹叠加,形成螺旋式的摆线路径推进切削。这种加工模式让刀具与工件形成间歇式接触啮合,大幅减少切削过程中的热量产生,降低刀具负载。
实际加工中,该工艺可实现大轴向切削深度、小径向切削深度的加工模式,在保障加工稳定性的同时,有效提升切削速度,优化整体加工效果。
二、摆线铣削的核心工艺优势
凭借独特的间歇切削原理,摆线铣削相较于传统铣削,具备多项实操优势,适配高精度、高效率的加工需求:
1、提升材料去除率,缩短加工周期:通过优化螺旋摆线走刀路径,减少刀具无效接触时间,切削速度显著提升,单件工件加工时长缩短,整体生产效率大幅提高。
2、减缓刀具磨损,降低耗材成本:间歇切削模式有效减少切削热堆积,避免刀具长期高温、高负荷工作,延缓刀具磨损速度,延长刀具使用寿命,减少频繁换刀带来的成本与工时损耗。
3、优化排屑效果,规避加工缺陷:刀具螺旋运动的轨迹特性,能带动切屑顺畅排出,避免切屑滞留加工区域被二次切削,有效减少堵屑、刮伤工件等常见加工问题。
4、改善工件表面光洁度:刀具与工件接触时间短,摩擦损伤大幅减少,加工后的工件表面平整度更高,成品质量更优。
5、降低切削负荷,适配低功率机床:整体切削力更小,无需高功率机床即可完成大余量粗加工,普通中小型机床也能实现较高的金属去除率,设备适配性更强。
6、通用性强,减少刀具储备:单把刀具可加工多种不同孔径、槽型工件,无需针对不同规格工件更换专用刀具,有效降低刀具采购与储备成本。
目前,摆线铣削主要应用于航空航天零部件、汽车配件、各类模具等需要大余量粗加工的行业场景,是高精度、高效率铣削加工的优选工艺。

三、各类材料的摆线铣削加工适配要点
摆线铣削的适配范围较广,可加工金属、非金属、复合材料等多种材质,但不同材料的物理特性不同,加工适配性和参数设置存在差异,具体要点如下:
1、常规金属材料:适用于钢材、不锈钢、铝合金、钛合金等常用金属加工。这类材料加工时易产生高切削力、排屑不畅等问题,摆线铣削可有效降低切削负荷、优化排屑,适配大批量粗加工场景。
2、热敏性合金材料:针对航空航天高温合金、特种热敏合金等对温度敏感的材料,间歇切削的低热特性,能最大限度减少热堆积,避免材料热变形、热损伤,保障工件材质完整性。
3、复合型材料:碳纤维、玻璃纤维等复合材料加工易出现分层、表面刮伤问题。摆线铣削的优化走刀路径,可减少刀具对材料的持续拉扯,降低分层概率,提升加工平整度。
4、硬质难加工材料:硬化钢、铸铁、特种硬质合金等材料硬度高、加工难度大。该工艺可降低切削阻力与热量,缓解刀具磨损,大幅提升硬质材料的加工可行性与成品质量。
5、非金属材料:塑料、木材等非金属材质也可采用摆线铣削,能有效减少刀具磨损和局部热量堆积,避免材料融化、变形,优化加工效果。
需要注意的是,不同材质需匹配对应的刀具涂层、刀具型号及加工参数,需根据实际工况微调工艺,达到最优加工效果。

四、摆线铣削现场实操实用技巧
想要充分发挥摆线铣削的工艺优势,规范的操作和合理的参数设置至关重要,行业通用实操技巧整理如下:
1、合理选型加工刀具:优先选用多刃(5刃及以上)整体硬质合金立铣刀,搭配高性能耐磨、耐热涂层。可根据加工材质、切削速度、加工深度调整刀具规格,适配不同工况需求。
2、优化转速与进给参数:依托间歇切削的特性,可适当提升切削转速,但需匹配合理的进给量,保障切屑正常排出,避免进给不当导致堵屑、刀具异常磨损。
3、精准规划刀具路径:借助专业CAM软件编程,设计连续稳定的螺旋摆线路径,规避无效走刀,最大化提升材料去除率,同时稳定切削力,减少加工振动。
4、重点保障排屑效果:摆线铣削易产生长条状切屑,需选用带排屑槽、可变螺旋结构的刀具,配合充足的吹气、冲屑装置,避免切屑滞留重复切削。
5、强化设备加工刚性:加工前紧固工件,选用适配的高刚性刀柄,减少加工过程中的振动、偏移,保障切削精度与成品一致性。
6、规范冷却润滑操作:根据加工材质选用对应的切削液、润滑油,及时带走切削热量,防止切屑粘刀、材料熔化堆积,进一步延长刀具寿命。
7、按需测试优化参数:不同材质、机床、工况的加工效果存在差异,正式批量加工前可先做试切测试,根据成品状态微调参数,优化工艺方案。
1