
9
2026.6
作者
33
阅读量
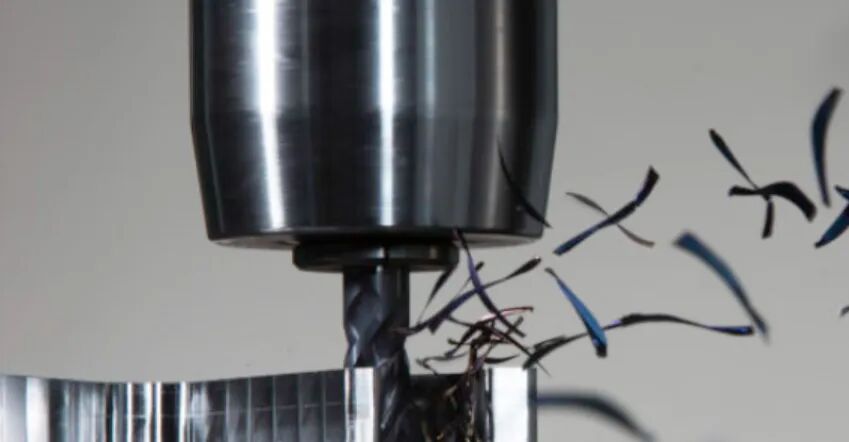
车间里最让人头疼的场景之一:车刀刚走两刀,长条切屑就缠上了刀杆,越绕越紧,最后不是刀片崩了就是工件表面被刮花。这种事在软钢、铝合金、铜件上尤其常见——材料越"软",缠起来越不讲道理。
缠屑的本质不是单一原因,而是切屑形态控制和排屑路径设计两个维度同时出了问题。切屑不断、排不走,就只能在刀具和工件之间"打结"。长期缠屑不仅直接拉低加工效率,还会暗中加速刀具磨损——一把本该干 200 件的刀,可能 120 件就废了。

一、哪些工序最容易中招?
缠屑不是均匀分布的。从现场统计来看,以下五类加工是缠屑的"高发区":
车削——长屑的天然温床
连续切削条件下,塑性好的材料天生倾向于产生连续带状切屑。车软钢和铝合金时,切屑可以拉到半米长还不断。这根"钢面条"一旦缠上刀杆或工件,轻则划伤已加工面,重则把刀片从刀杆上"拽"下来。
钻削——排屑路径就是生命线
深孔钻削的排屑通道又长又窄,切屑一旦在螺旋槽里卡住,后面源源不断产生的切屑就只能往钻头根部堆。很多钻头折断的现场拆下来一看,根本不是磨损到极限,而是被切屑"堵死"后扭矩过大拧断的。
铣削与镗削——空间逼仄加剧缠屑
侧铣时切屑被限制在铣刀和工件侧壁之间的狭小空间里,排出不畅时切屑反复被带入切削区,相当于"二次切削",表面粗糙度和刀具寿命双双受损。深孔镗削也是同理——孔越深,切屑越难出来。
攻丝——缠屑的终极考场
攻丝是所有加工中容屑空间最小的工序之一。丝锥的排屑槽本身就窄,切屑稍微多一点就堵死。攻丝缠屑的后果往往是灾难性的——丝锥断在孔里,整件报废,没有补救余地。
高速切削——高温让问题升级
高速切削时切削区温度飙升,切屑被加热到接近软化状态,更容易粘附在刀具表面。钛合金和不锈钢在这种条件下尤其棘手——材料本身导热差,热量全堆在刀尖,切屑又软又黏,缠上加粘。

二、六条路径,系统解决缠屑
缠屑不能靠"等它不缠"来解决。以下是经过现场验证的六条系统路径——单独一条可能治标,组合使用才能治本。
路径一:刀尖几何——让切屑自己"断"
这是从源头解决问题。增大前角让切屑更容易卷曲成形,适当加大后角减少摩擦。但最关键的是断屑槽——在刀片前刀面上设计特定形状的凸起或凹槽,迫使切屑在流出过程中产生弯曲应力,自动折断成短小的"C"形或"6"形屑。一把带好断屑槽的刀片,比任何后处理都管用。
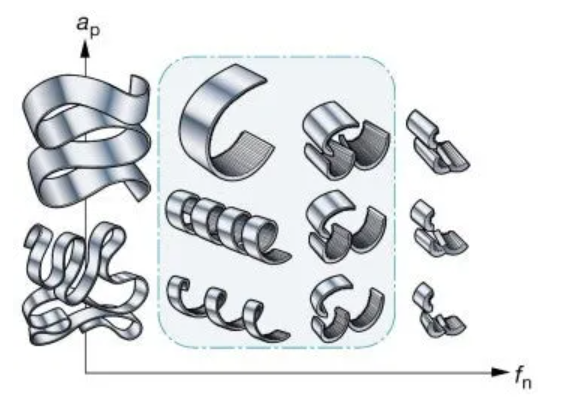
路径二:切削参数——找到"断屑窗口"
每种材料在不同切削速度和进给量组合下,切屑形态会呈现规律性变化。经验上,适当增大进给量是让切屑变短最直接的手段——厚切屑刚性大,更容易折断。切削速度则需要结合材料特性微调,有时提高速度让切屑升温变脆,有时降低速度让切屑保持足够强度被折断,没有统一公式,需要在现场试切确定。
路径三:冷却润滑——用流体"搬运"切屑
高压冷却不是简单的"冲水"。70bar以上的高压冷却液可以像一把无形的铲子,把切屑从切削区"铲"走。更重要的是,高压射流能打碎长切屑,降低缠绕风险。如果设备不支持高压,至少保证冷却液流量充足、喷嘴对准切削区根部——很多缠屑问题纯粹是冷却液没喷到位。
路径四:涂层减摩——让切屑"滑"过去
TiN、TiAlN等常用涂层不只是耐磨,其低摩擦系数同样重要。涂层降低了切屑与前刀面之间的摩擦力,切屑流动更顺畅,粘附倾向大幅下降。在加工铝合金时,选用了DLC类金刚石涂层的刀具,缠屑问题通常能减少一半以上——因为铝在DLC表面的摩擦系数极低。
路径五:分段加工——给切屑留"出口"
深孔加工中最实用的一招:不要一条路走到黑。采用啄钻循环——进一段、退一段,利用每次退刀把积存的切屑甩出去,再重新进刀。虽然节拍上慢了,但断刀风险降下来之后,综合效率反而更高。孔深超过 5 倍径,强烈建议采用分段策略。
路径六:走刀策略——换个方向试试
有时候缠屑的原因简单到让人意外——切屑往哪个方向飞。调整走刀方向或改变刀具切入角度,可以改变切屑的流出方向,让它自然而然地避开刀具和工件。这不是什么高深技术,但在现场经常被忽略。

参数对照速查
|
参数名称 |
控制对象 |
失控后果 |
验收关注点 |
|
前角大小 |
切屑卷曲形态 |
切屑平直不卷,易缠绕 |
试切观察切屑是否自然卷曲 |
|
进给量 |
切屑厚度与长度 |
切屑过薄过长,难以折断 |
增大进给至切屑呈C形/6形 |
|
断屑槽设计 |
切屑断裂点 |
长连续切屑,无断点 |
确认刀片带有有效断屑槽型 |
|
冷却液压力 |
切屑排出力 |
切屑堆积在切削区 |
压力≥70bar且喷嘴对正 |
|
涂层类型 |
刀-屑摩擦系数 |
切屑粘附刀面,积屑瘤 |
根据材料选DLC/TiAlN等 |