
13
2026.6
作者
11
阅读量
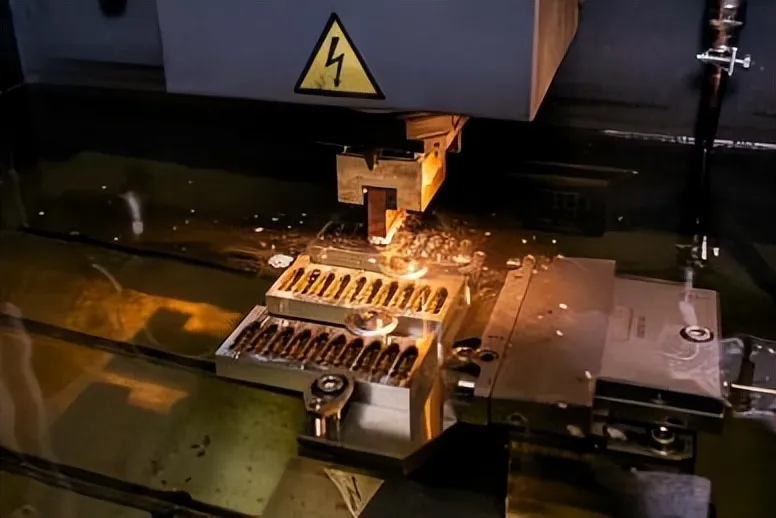
电火花加工,业内常叫EDM(Electrical Discharge Machining),本质上是一种靠"电"而不是靠"刀"来去除材料的工艺。
它的工作原理并不复杂:把工件和电极同时浸在绝缘介质里(通常是油或者去离子水),给两者之间加上脉冲电压。当间隙小到一定程度,介质被击穿,产生瞬时的火花放电——温度瞬间冲到一万三千多摄氏度,把接触点的金属局部熔化甚至气化,然后被冲走。每一次放电,工件上就被"啃"掉那么一点点。
这样一点点积累,最终把工件加工成电极反过来的形状。
整个过程里,电极和工件始终不接触,靠的是那层0.01到0.8毫米的放电间隙维持着加工过程。

一、为什么要用EDM?
EDM最大的优势,是它能加工那些"刀啃不动"的材料。
模具钢、硬质合金、粉末冶金件——这些材料硬度高到让铣刀、钻头都头疼,但EDM不在乎硬度,只要导电就行。所以你会发现,EDM在模具车间里几乎是标配,尤其是型腔复杂的注塑模、压铸模,没有EDM很多地方根本做不出来。
另外一个优势是"冷加工"——放电是瞬时的,热量只集中在微米级的局部,工件整体温度不高,不会因为热应力而变形。这点对精密零件来说非常关键。
二、EDM的两种主流方式
EDM工艺主要分两大类,区别核心在于"用什么做电极"。
线切割(Wire EDM)
用一根细细的金属丝(通常是钼丝或黄铜丝)做电极,工件在CNC控制下相对丝线运动,切出二维轮廓或锥度轮廓。
线切割适合加工直通型的二维轮廓,比如冲压模的刃口、零件的外形轮廓。精度可以做到±0.005mm以内,表面粗糙度Ra 0.8μm也并不罕见,是精密加工里的重要工艺。
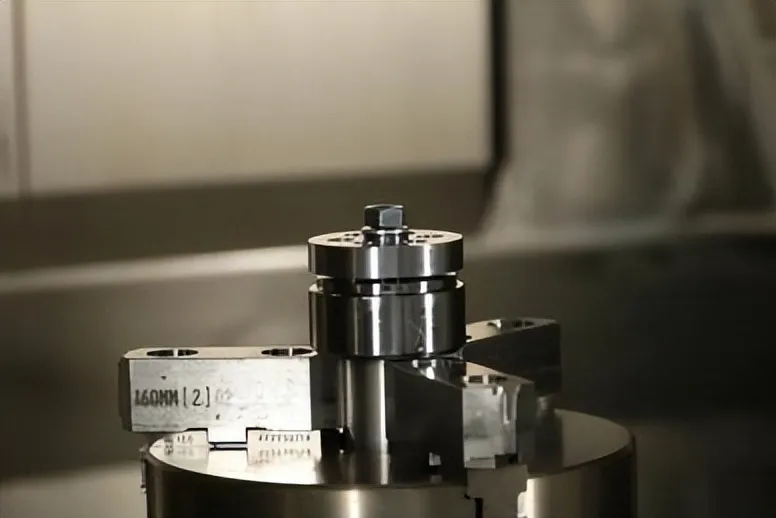
成型放电(Sinker EDM)
用铜、石墨等导电材料做成"电极"——这个电极的形状,就是你想要在工件上"电火花"出来的型腔形状。把电极装在主轴上,靠近工件,开始放电,一点一点地把电极的形状"复印"到工件上。
成型放电适合加工封闭型腔、深槽、异形孔等,是塑料模具、压铸模具核心型腔的主要加工手段。
三、EDM工艺的关键参数
EDM的效率,取决于单次放电用掉了多少能量。能量越大,每次"啃"掉的材料越多,但表面也越粗糙。
实际加工里,功率、脉冲宽度、电流强度这些参数都要根据工件材料、要求的表面质量来调。想效率高,就加大脉冲能量;想表面光洁,就只能"细水长流",用小能量慢慢打。
另外,电极损耗也是个绕不开的话题。铜电极损耗小但贵,石墨电极便宜但损耗大一些,选哪种要看具体零件和成本考量。

四、应用场景
EDM的应用场景很明确:
- 模具制造:注塑模、压铸模的复杂型腔,尤其是有深槽、窄缝、异形孔的地方
- 难加工材料:硬质合金、高温合金、钛合金等,铣削、车削都困难的零件
- 精密零件:对变形敏感、对表面质量要求高的小零件
- 修复加工:旧模具的型腔修复,EDM可以"减材"修掉损坏的部分
---