
16
2026.6
作者
43
阅读量
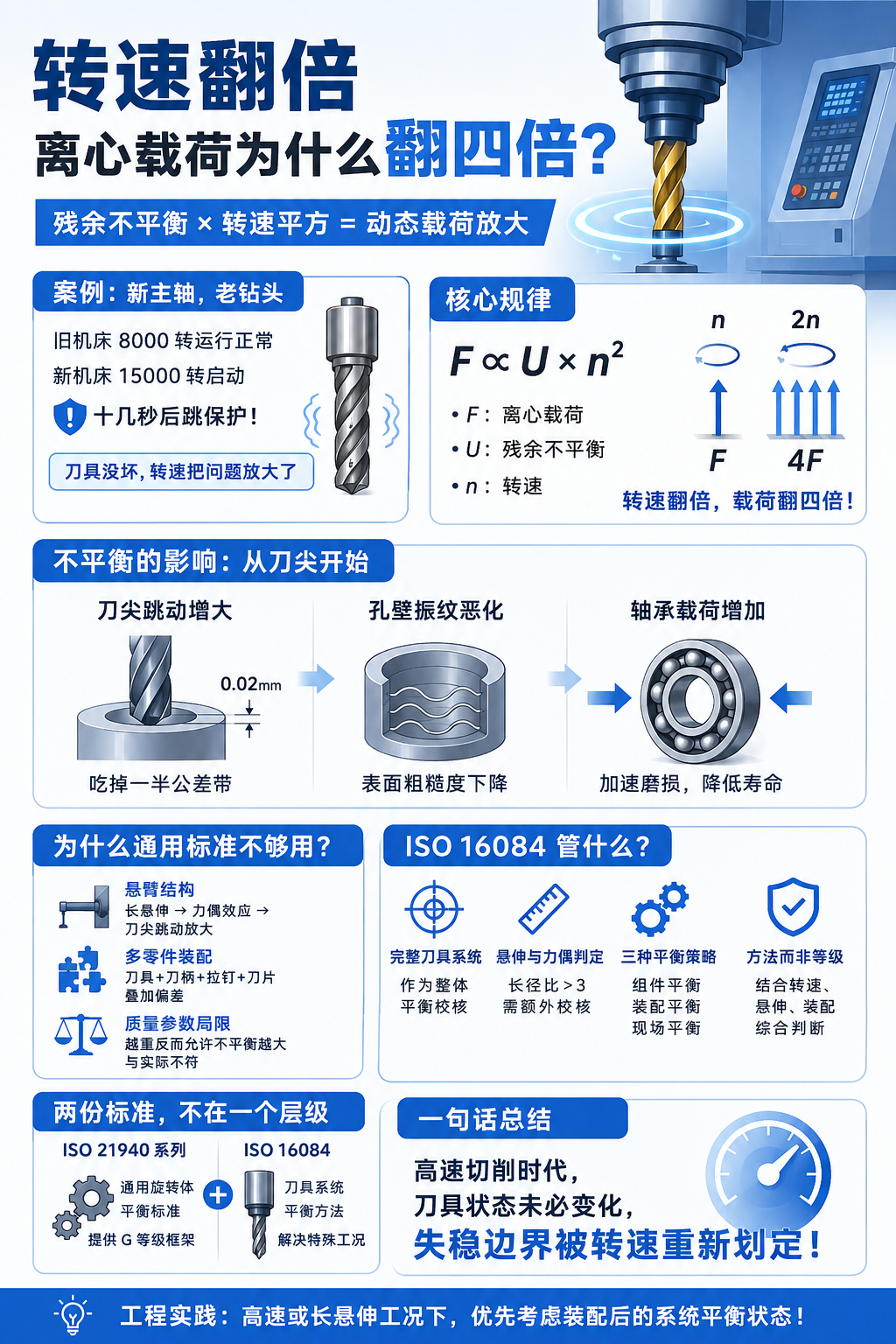
问题不在刀具本身,而在动态载荷边界,转速把原本可忽略的残余不平衡,放大成不可忽视的径向载荷。
一、新主轴,老钻头
车间换了一台15000转的立加。工人把那根在旧机床上跑了三年的钻头装上去刃口完好,锥柄无损伤,开机,十几秒后主轴振动保护就跳了。刀没坏,在旧机床上8000转跑了三年,孔径、粗糙度都在公差内。
刀具工程师用动平衡仪一测:残余不平衡很小。3000转时轴承几乎无感,15000转时离心载荷显著放大,由可忽略变为工程必须考虑。刀的质量没变,平衡状态没变,是转速把问题推过了临界点。
二、转速翻倍,载荷翻四倍
离心载荷遵循明确的物理规律:F ∝ U × n²,与残余不平衡成正比,与转速平方成正比。
这个平方关系是核心。转速翻倍,离心载荷翻四倍;翻三倍,翻九倍。3000转到15000转,转速提高五倍,载荷按平方关系显著放大。一个不到一公斤的刀具系统,在高转速下被显著的径向载荷沿圆周方向反复拖拽,刀刃承受的是交变载荷,主轴轴承承受的是偏心载荷。刀具状态未必变化,但动态载荷已发生本质放大。
更值得关注的是:转速越高,不平衡对加工的影响就越隐蔽。它改变的是刀具的旋转轨迹。轨迹从圆变成椭圆,后续的切削精度就全部偏离了基准。
三、不平衡从刀尖辐射出去
孔加工刀具对不平衡格外敏感。钻头和镗刀是悬臂结构,刀具悬在主轴外面,力臂越长,刀尖跳动越大。0.02mm的刀尖跳动,在精镗工序里就能吃掉一半公差带。
镗刀的单刃结构本身就不对称,装刀片带来的微量偏移在高速下被放大。残余不平衡引起刀尖轨迹变形,孔壁出现振纹,轴承承受额外的径向载荷,这条连锁反应从几克·毫米的偏差开始,以加工能力降级为结果。
表面粗糙度恶化往往是最早的信号。同一把刀、同一组参数、切同一个工件,孔壁粗糙度突然比以前差了半档以上,平衡可能比刀具磨损更需要优先排查。
四、通用转子标准为什么不够用
转子动平衡的通用标准早就有——ISO 21940系列(继承原ISO 1940-1平衡品质体系),定义了G等级。机床主轴通常要求G2.5,一般机械零件G6.3。框架简洁:允许残余不平衡正比于G和M,反比于n。
但套在刀具系统上,问题出在一个参数:M(转子质量)在分子的位置。刀具越重,同等级下允许的不平衡反而越大,一把3公斤镗刀按G2.5允许的值是1公斤钻头的三倍,这跟实际情况拧着来。刀具上的残余不平衡主要来自刀体不对称和刀片安装偏差,跟总重没有直接对应关系。
另一个问题是:刀具是悬臂结构。通用转子平衡方法通常以单平面或双平面校正为基础,但刀具系统还存在长悬伸、装配偏差和刀尖放大效应。长悬伸刀具的不平衡力演变为力偶,刀尖轨迹不是一个偏移的圆,而是一个圆锥,同样的残余不平衡,力偶造成的刀尖跳动可能是单平面情况的数倍。
此外,刀具系统由刀具、刀柄、拉钉、刀片等多个零件叠加形成,每个接口都在引入装配偏差。单件平衡合格的零件装到一起,系统平衡未必合格。通用转子标准体系无法完全覆盖这类叠加效应。于是有了ISO 16084:2017,它把关注点从单个转子转向完整刀具系统。
五、ISO 16084 管什么
ISO 16084:2017,全名《旋转刀具和刀具系统——平衡要求》,归口ISO/TC 29/SC 9(工具夹持与接口)。从锥柄接口到刀具系统动态品质,SC 9的逻辑链条很清晰。
标准给的不是G等级表,而是一套计算框架:给定质量和转速,算允许残余不平衡;给定悬伸长度,判力偶风险;给定装配方式,选平衡策略。G2.5常用于较高精度旋转系统的参考等级,刀具系统是否适用,还要结合转速、悬伸和装配状态校核。在高速或长悬伸工况下,应优先考虑装配后的系统平衡状态。
六、两份标准,不在一个层级
ISO 21940系列覆盖所有旋转体,提供了G等级和Uper公式框架。ISO 16084在此基础上,针对刀具系统增加了力偶不平衡判据、系统级装配平衡要求和长悬伸修正因子。
两份标准不矛盾。ISO 21940解决的是通用旋转体平衡问题;ISO 16084回答的是刀具系统这个特殊旋转体的平衡方法,悬臂结构、可更换刀片、多零件装配带来的叠加偏差,通用标准中没有充分覆盖。
钻头8000 转安静运转三年,15000 转第一次启动就跳保护。不是刀具突然变差,而是失稳边界被转速重新划定。
下一篇:ISO 13399——数字化刀具管理标准,从物理标准跨入数据标准。