
22
2026.6
作者
2
阅读量
一、孔加工刀具的分类逻辑
孔加工刀具的类型选择,本质上取决于孔的精度要求、直径范围和批量规模。常见的刀具可以按功能分成几个大类。

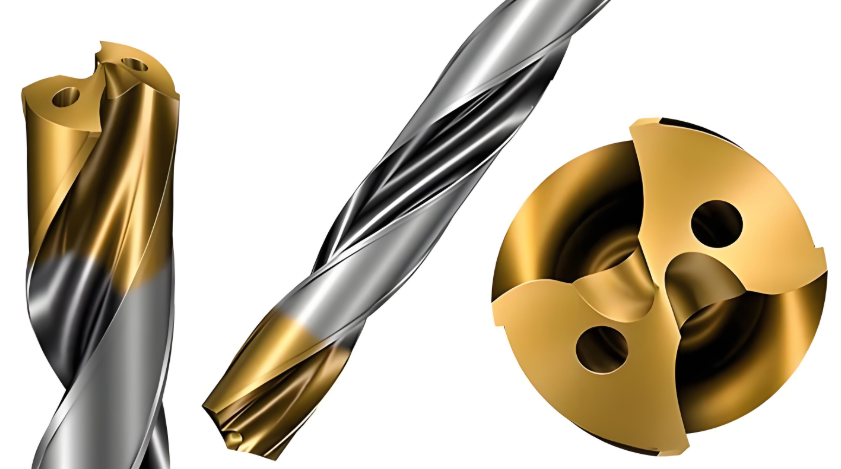
钻头是孔加工中最基础的刀具,用于在实体材料上开出新孔。麻花钻适用范围最广,枪钻在深孔场景中精度优势明显,U钻则更适合大直径孔的批量加工——切屑排出平稳,刀具寿命也更可预期。
铰刀用于对已有孔进行精加工,主要目标是提升尺寸精度和孔壁表面质量。与小直径钻头相比,铰刀的单次材料去除量通常很小,但对刀具跳动和冷却控制更敏感。
锪钻在孔口形状加工中有不可替代的作用——圆柱沉头孔、锥孔、端面外形孔都依赖它。
复合刀具是将多道工序集成到一把刀具上,比如刮滚刀头同时完成粗镗、精镗和滚压。这类刀具对机床刚性和冷却液压力有较高要求,但在液压缸体等大批量场景中能大幅减少换刀时间。
镗刀是加工直径大于60mm内孔的主力刀具。单刃、双刃和浮动镗各有侧重:浮动镗对孔壁的跟随性更好,适合最终精加工,但自身不能修正孔的位置度偏差——这个前提容易被忽视。
二、钻头材质怎么选
材质是钻头选型的第一道筛子。不同材质在硬度、耐磨性和成本之间的平衡关系,直接决定了适用场景。
高速钢(HSS)钻头已有超过百年的使用历史,至今仍是通用加工中最经济的选择。它可以多次修磨,对手电钻和台钻都能兼容。但如果面对较硬材料或较高切削速度,它的红硬性不足就会暴露出来。
含钴高速钢(HSSE)在硬度和耐磨性上都比HSS高一个台阶,代价是牺牲了部分韧性。它同样可以修磨,在需要兼顾成本和耐用性的中小批量场景中是常见的折中选择。
硬质合金(Carbide)则以碳化钨为基体,经过热等静压烧结而成,在硬度、红硬性和耐磨性方面相比高速钢有跨越式提升。缺点是成本高出不少,而且修磨需要专业设备。从加工效率的角度看,硬质合金在刀具寿命和切削速度上的综合优势往往能回收前期投入。
PCD钻头适合铝合金、复合材料和塑料等材料;CBN钻头则面向高硬度材料如淬硬钢和合金铸铁。这两类超硬刀具虽然单价较高,但在特定材料上的寿命优势是常规材质无法替代的。
|
材质 |
硬度 |
耐磨性 |
适用材料 |
可否修磨 |
成本 |
|
HSS 高速钢 |
低 |
一般 |
软金属、普通钢 |
可以 |
低 |
|
HSSE 含钴高速钢 |
中 |
较高 |
高硬度材料 |
可以 |
中等 |
|
Carbide 硬质合金 |
高 |
高 |
碳钢、合金钢、不锈钢、铸铁、铝 |
需专业设备 |
高 |
|
PCD |
极高 |
极高 |
铝合金、复合材料、塑料 |
需专业设备 |
极高 |
|
CBN |
极高 |
极高 |
淬硬钢、合金铸铁 |
需专业设备 |
极高 |
三、钻头的构造与类型
除了材质,钻头的结构设计同样影响使用场景。常见的分类维度包括制造方式、柄部形式和功能用途。
整体式钻头由单一材料制成,端焊式钻头的钻尖部位由硬质合金焊接而成——后者在硬度和成本之间取了一个折中。
柄部形式方面,直柄钻头适用于手持电钻和小型台钻,锥柄钻头则匹配大功率工业钻床。这个区分主要影响夹持的可靠性和扭矩传递效率。
功能分类上,中心钻用于钻孔前定位,麻花钻是制造领域使用最广泛的通用钻头,深孔钻专门应对长径比较大的加工场景,锥度钻和三角钻则各有其特定应用。
四、钻头修磨
钻头修磨是延长刀具寿命的有效手段,但对操作标准化有要求。专用钻头磨床可以在90°到135°范围内修磨钻尖角,高速钢和硬质合金钻头分别使用不同的砂轮。118°钻尖角在多数通用场景中仍是最常用的基准值。修磨后的钻尖锋利度和对称性直接影响孔的位置精度和表面质量。

孔加工刀具的选择没有万能答案,但有一条通用原则:先明确孔的精度等级和批量规模,再反推刀具类型、材质和结构。越复杂、越精密的应用,前期的选型投入越不应被压缩。