
商城公告
新闻资讯
产品资讯
技术文章
知识库
26
2026.6
作者
0
阅读量
别再混淆钻孔与扩孔!扩孔钻的核心加工特性与工艺要点
孔加工是机械制造核心工序,钻孔、扩孔工艺差异显著。本文详解两类工艺加工特点、精度参数,拆解扩孔钻结构优势与实操加工技巧,适配常规机加工场景参考。
一、前言
在机械零部件加工中,箱体、套筒、盘类、支架等绝大多数工件,都离不开孔加工工序。相较于外圆切削加工,孔加工的整体生产效率偏低、加工成本更高,是机加工中的重难点工序。
造成孔加工难度大的核心原因,在于孔加工刀具整体尺寸受限、刚性较差,切削过程中易出现弯曲、振动等问题。同时,定尺寸孔加工刀具的制造误差、磨损损耗,也会直接影响成品孔的尺寸精度与表面质量。
为适配不同精度、工况的孔加工需求,行业内衍生出钻孔、扩孔、铰孔、镗孔等多种加工工艺。本文重点拆解钻孔与扩孔两大基础工序,理清二者的加工逻辑与应用区别。
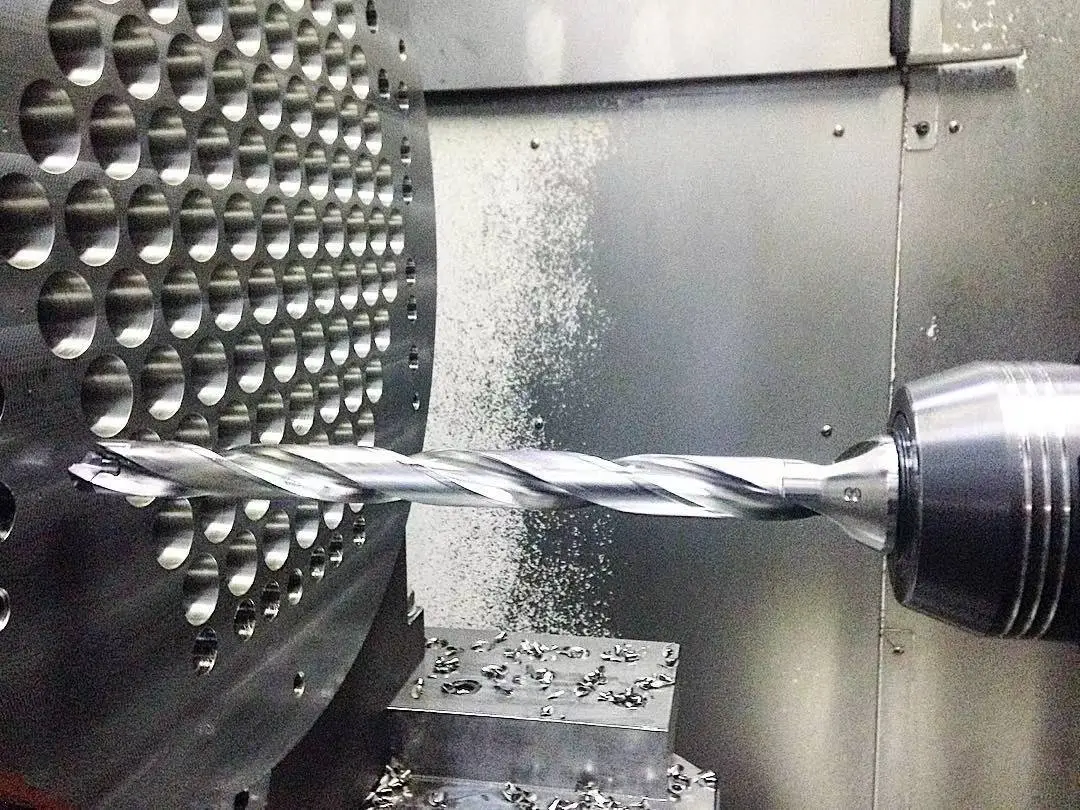
二、钻孔工艺基础介绍
钻孔是孔加工的第一道基础工序,主要用于实心工件开孔,常规加工孔径不超过80mm。行业内钻孔主要分为两种加工形式,不同方式产生的加工误差特性各不相同。
第一种为钻头旋转、工件固定的加工方式,受钻头切削刃不对称、刀具刚性不足影响,钻头易出现偏移,导致加工孔的中心线歪斜、轨迹不规则,但孔径尺寸基本可以保持稳定。第二种为工件旋转、钻头固定的加工方式,即便钻头出现轻微偏移,孔的中心线依旧平直,仅会出现孔径尺寸偏差问题。
钻孔常用刀具包含麻花钻、中心钻、深孔钻等,其中麻花钻凭借结构简单、通用性强、规格齐全的优势,成为车间最常用的钻孔刀具。
受刀具结构限制,钻头的弯曲刚度、扭转刚度偏弱,定心精度有限,因此钻孔的加工精度普遍不高,精度等级多在IT11~IT13之间,加工表面粗糙度Ra值处于12.5~50μm区间。但钻孔金属切除率高、切削效率优异,适合螺栓孔、螺纹底孔、油孔等低精度孔加工场景,高精度孔需后续搭配扩孔、铰孔、镗孔等工序二次精加工。
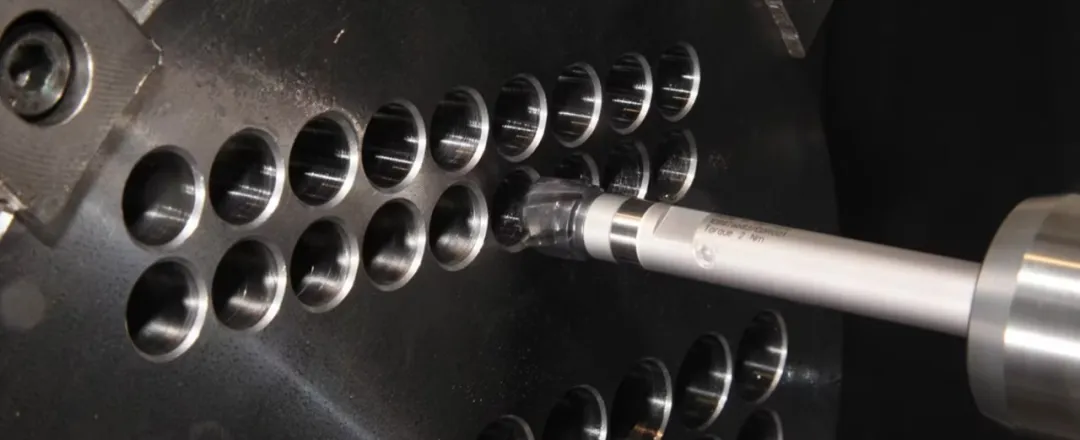
三、扩孔工艺核心特点与实操技巧
扩孔是钻孔后的关键后续加工工艺,依托扩孔钻对预制钻孔、铸孔、锻孔进行二次切削,核心作用是扩大孔径、修正孔位偏差、提升孔壁加工质量。该工艺既可作为高精度孔的前置预处理工序,也可直接用于普通精度孔的最终成型加工。
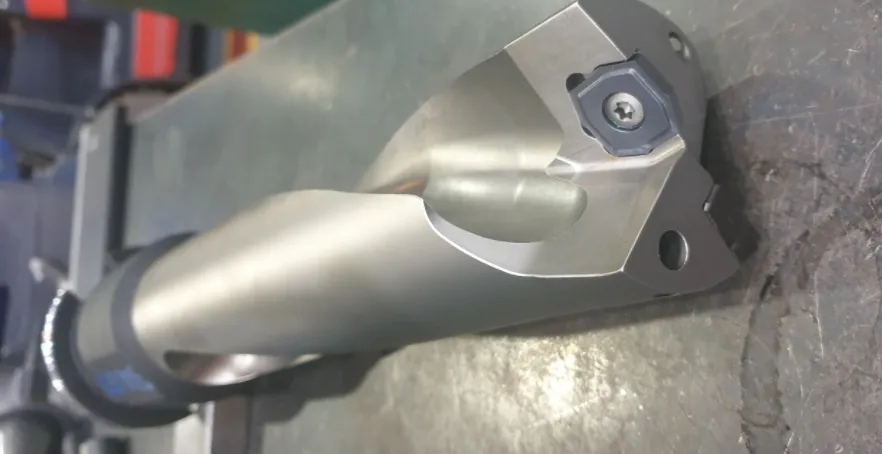
扩孔钻结构与麻花钻相近,但优化了核心结构:刀齿数量更多,且取消了横刃结构,大幅改善切削工况。相较于钻孔工艺,扩孔具备多重加工优势:
1. 扩孔钻配备3-8个刀齿,导向性能优异,切削过程平稳,不易出现晃动偏移;
2. 无横刃设计规避了横刃切削阻力大、易崩刃的问题,切削条件更优质;
3. 扩孔加工余量小,刀具容屑槽可做浅式设计,钻芯更粗壮,整体刀具强度与刚性大幅提升。
工艺性能方面,扩孔加工精度可达IT10~IT11等级,表面粗糙度Ra值优化至6.3~12.5μm,常规适配100mm以内孔径加工。
在大孔径加工实操中,当孔径≥30mm时,行业普遍采用分步加工工艺:先用孔径0.5-0.7倍的小钻头预钻孔,再匹配对应规格扩孔钻精加工。该方式既能有效提升孔的圆度、直线度,又能提升整体加工效率。除此之外,搭配各类异形锪钻(特殊扩孔钻),还可加工沉头座孔、锪平端面等特殊结构,带导向柱的锪钻可进一步保障加工定位精度。
0