
27
2026.6
作者
5
阅读量
一、工序痛点概述
攻丝是机械加工的收尾精加工工序,丝锥断裂是车间高频故障问题。断刀后不仅需要耗费大量工时取出残锥,还极易造成工件报废,直接影响生产良率与加工成本。结合一线实操经验,本文梳理7类最易导致丝锥断裂的原因,同时给出可落地的优化方案。

二、丝锥断刀的7大诱因与解决对策
1. 合理匹配底孔尺寸,避免扭矩过载
底孔尺寸不匹配是丝锥断裂的首要原因。各类丝锥对应的底孔均为区间范围,孔径大小直接决定螺纹成型比例与攻丝扭矩。实操数据显示,100%满牙螺纹仅比75%牙型螺纹强度高5%,但所需扭矩提升3倍。
若底孔偏小、牙型过满,攻丝扭矩会急剧飙升,极易卡死、掰断丝锥。同时不建议使用二手丝锥,二手丝锥已承受未知扭矩损耗,刀具疲劳度不确定,精度与稳定性无法保障,综合加工成本更高。车间常规优选75%牙型对应的底孔尺寸,兼顾螺纹强度与加工扭矩。
2. 适配工况选用挤压丝锥,规避排屑堵塞
切削丝锥断刀的常见诱因是切屑堵塞容屑槽,导致刀具卡死断裂。而挤压丝锥无切削排屑过程,依靠材料挤压成型螺纹,从根源避免堵屑问题。同时挤压丝锥横截面更大,整体刚性、抗断裂性能优于普通切削丝锥。
但挤压丝锥存在工况限制,仅适用于36HRC以下硬度的工件材料,且部分精密行业禁止使用,避免螺纹内部产生空隙、截留杂质,同时规避螺纹应力集中问题。
3. 高硬度材料优先选用螺纹铣削工艺
针对高硬度材料、高附加值精密零件,不建议采用传统攻丝工艺,优先选用螺纹铣削替代。螺纹铣刀使用寿命远长于丝锥,可适配50HRC以上的硬质材料加工。
同时单把螺纹铣刀可适配多种螺纹规格,加工深度更贴近盲孔底部,加工容错率高。即便出现刀具损坏情况,铣刀尺寸小于加工孔径,不会卡死在工件内部,大幅降低零件报废风险。
4. 专用攻丝润滑剂替代普通冷却液
常规水溶性机床冷却液润滑性能有限,仅能满足基础切削冷却需求,无法适配攻丝的高精度、低摩擦加工要求,容易出现刀具磨损、卡顿断裂。
加工疑难工况时,建议更换专用攻丝润滑油,提升润滑、降阻、散热效果。可在机床旁设置专用油槽,通过编程控制丝锥自动浸油润滑,也可选用涂层丝锥,借助刀具涂层提升加工润滑性。
5. 选用适配攻丝刀柄,缓冲加工应力
攻丝扭矩较大,刀柄夹持不稳会导致丝锥晃动、受力不均,进而引发断刀。首先需选用可锁定方柄的专用丝锥夹头、ER丝锥夹头,杜绝丝锥在刀柄内打滑偏移。
其次,即便设备支持刚性攻丝,也建议搭配浮动刀柄使用。机床主轴、轴体的加速度存在局限,无法实现丝锥与螺纹完全同步进给,会产生轴向拉扯、挤压应力。浮动刀柄可有效缓冲同步误差带来的应力,延长丝锥使用寿命。
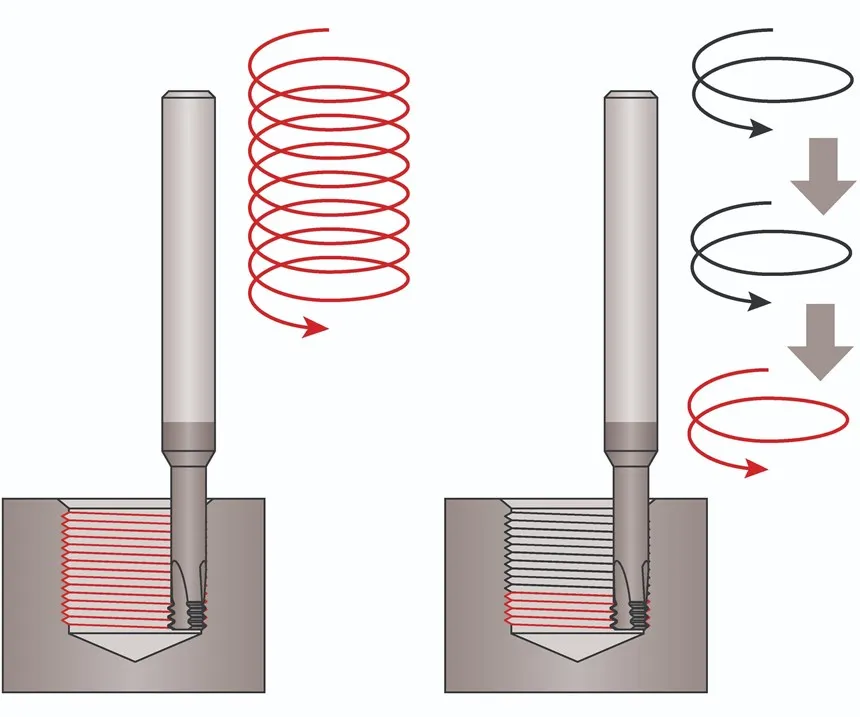
6. 盲孔加工适配螺旋槽丝锥,保障顺畅排屑
盲孔攻丝无排屑通道,切屑堆积是盲孔丝锥断裂的核心诱因。针对盲孔加工场景,需专用搭配螺旋槽丝锥,依靠螺旋槽结构将切屑向上排出孔外,避免堵屑卡死。
需注意的是,螺旋槽丝锥抗冲击性能略弱于常规先端丝锥,仅适配盲孔工况,通孔加工优先选用先端丝锥,匹配工况最优选型。
7. 严控加工深度,避免刀具触底受力
盲孔攻丝时,若加工深度参数设置不当,丝锥底部极易触碰孔底硬质端面,瞬间产生巨大冲击力,直接导致丝锥崩断、开裂。实操中需精准校准加工深度参数,预留合理安全余量,杜绝丝锥触底,从源头规避硬性冲击损伤。
三、工艺总结
丝锥断裂是底孔尺寸、刀具选型、润滑工况、刀柄适配、参数设置等多重因素叠加导致的问题。日常加工中可对照以上7点优化工艺细节,大幅降低断刀概率。