
29
2026.6
作者
0
阅读量
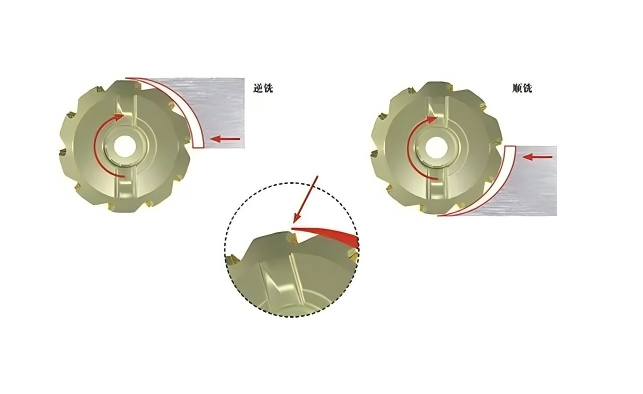
一、核心定义:方向差异是根本
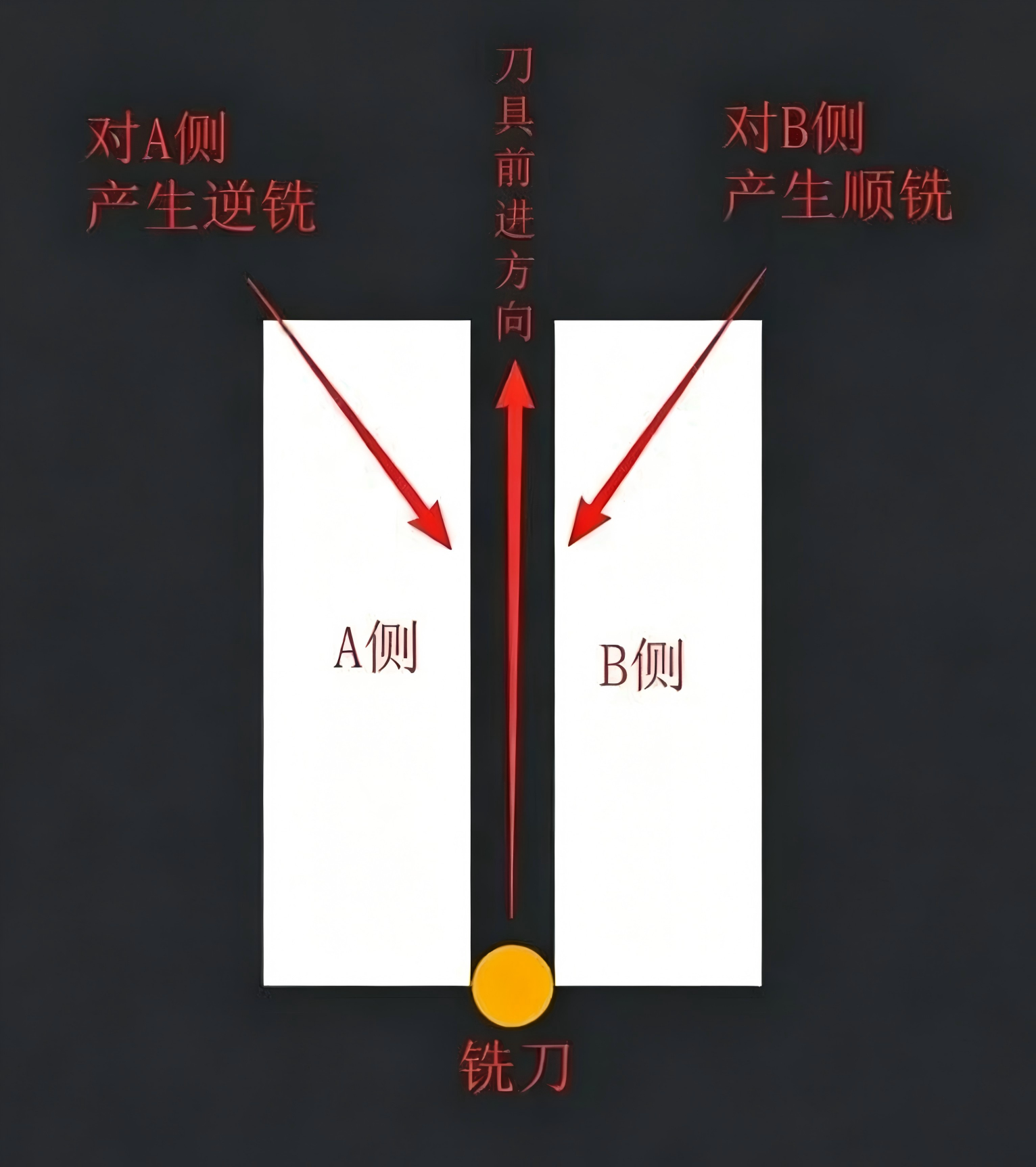
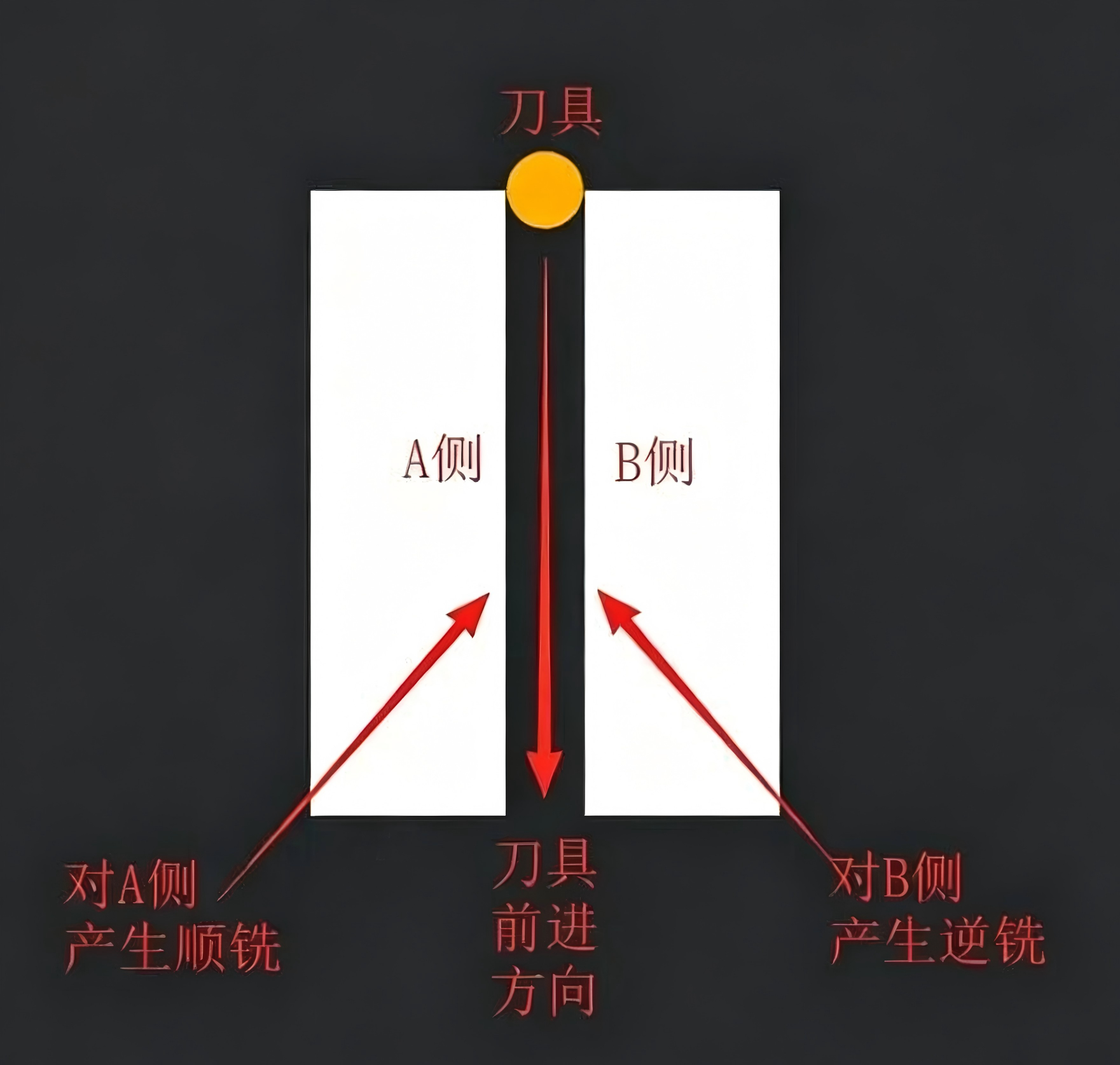
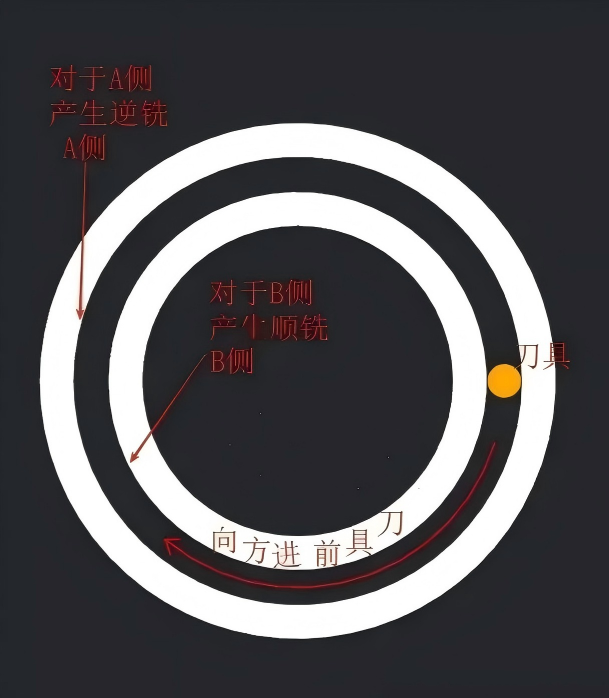
顺铣与逆铣的所有性能区别,都源于刀具旋转方向和工件进给方向的相对关系,这也是区分两种铣削方式的核心标准。
顺铣:铣刀旋转切削方向与工件进给方向保持一致。
逆铣:铣刀旋转切削方向与工件进给方向完全相反。
二、七大维度详细对比
方向的细微差异,会引发切削过程中一系列连锁变化,下面从实操核心维度,全面拆解两种工艺的区别。
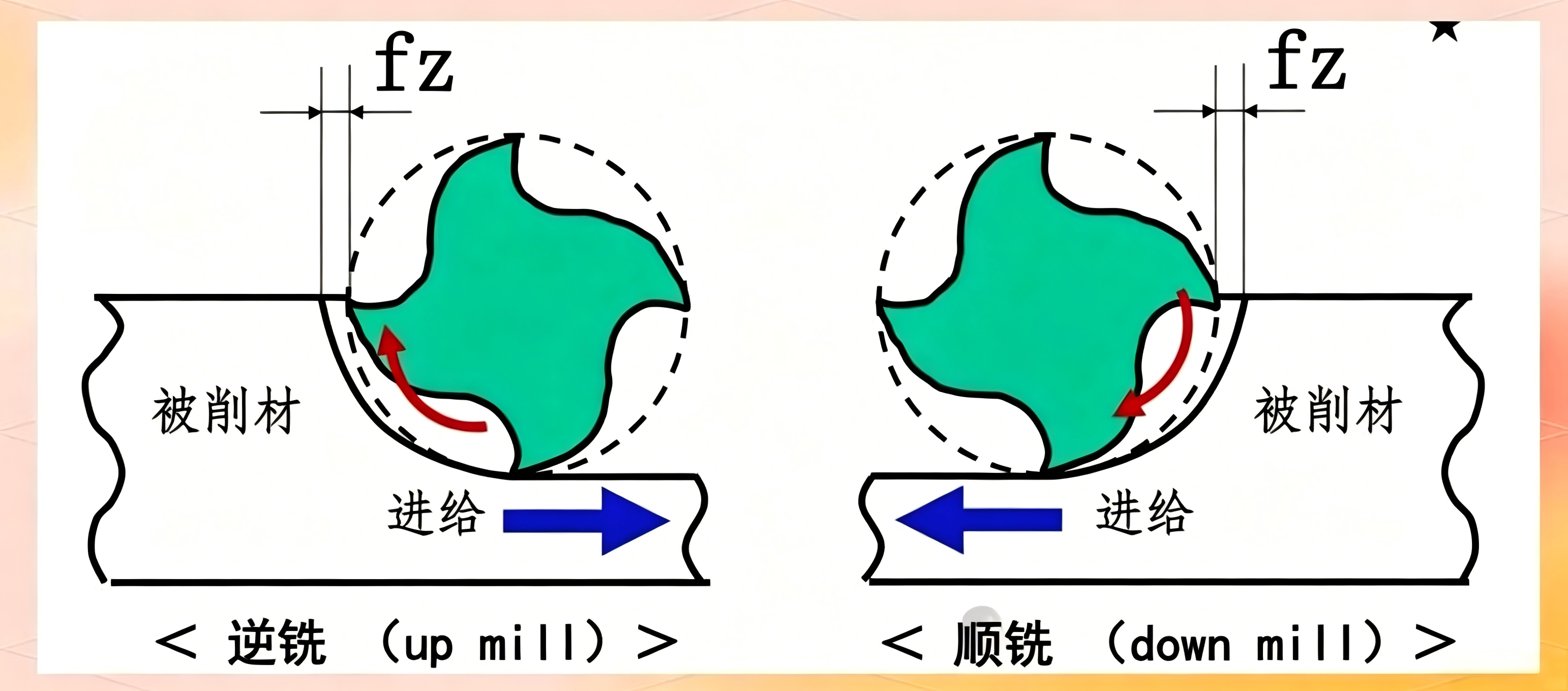
1. 切削厚度变化
顺铣的刀齿切入工件时切削厚度最大,切削过程中厚度逐步递减至零,整体切削过程平稳连贯,无多余摩擦工序。
逆铣的刀齿初始切入时切削厚度为零,需要先在工件表面滑行摩擦,后续厚度逐步增大,初期易产生滑擦痕迹,影响表层质量。
2. 工件受力与装夹稳定性
顺铣产生的垂直切削分力向下,可将工件牢牢压紧在工作台面上,辅助提升装夹稳定性,有效减少加工振动。
逆铣的垂直分力向上,存在抬升工件的趋势,容易导致工件轻微松动、振动,对装夹紧固性要求更高。
3. 刀具磨损与使用寿命
顺铣无空滑摩擦阶段,刀齿直接参与切削,磨损均匀且损耗更小,刀具耐用度相对更高。
逆铣刀齿每次切削前都会产生滑行摩擦,长期加工会加剧刀具磨损,加工硬化材质时,磨损问题会更加明显。
4. 工件表面加工质量
顺铣切削稳定、无滑擦振动,加工后的工件表面粗糙度更低,光洁度更好,适配精加工场景。
逆铣易产生加工冷硬层和振动纹路,表面瑕疵相对更多,整体加工质量略逊于顺铣。
5. 加工功率消耗
顺铣切削阻力平稳,无效损耗少,整体功率消耗比逆铣低5%-15%,加工更加节能。
逆铣存在滑擦、冲击损耗,切削能耗相对更高。
6. 机床适配要求
顺铣对机床精度要求较高,需要设备进给机构无间隙,配备丝杠背隙消除装置,否则容易出现工件窜动、尺寸偏差。
逆铣对机床间隙不敏感,容错率更高,适配传统老旧设备、刚性一般的加工机床。
三、工艺选型总结
随着数控设备精度不断升级,现代机加工场景大多以顺铣为主要加工方式,凭借高质、高效、节能的优势,适配绝大多数精加工、批量加工场景。
而逆铣并未被淘汰,在设备精度有限、工件毛坯余量不均、粗加工去余量等场景中,依然具备实用价值。从业者可根据设备状态、加工工序、精度需求灵活选用。