
29
2026.6
作者
8
阅读量
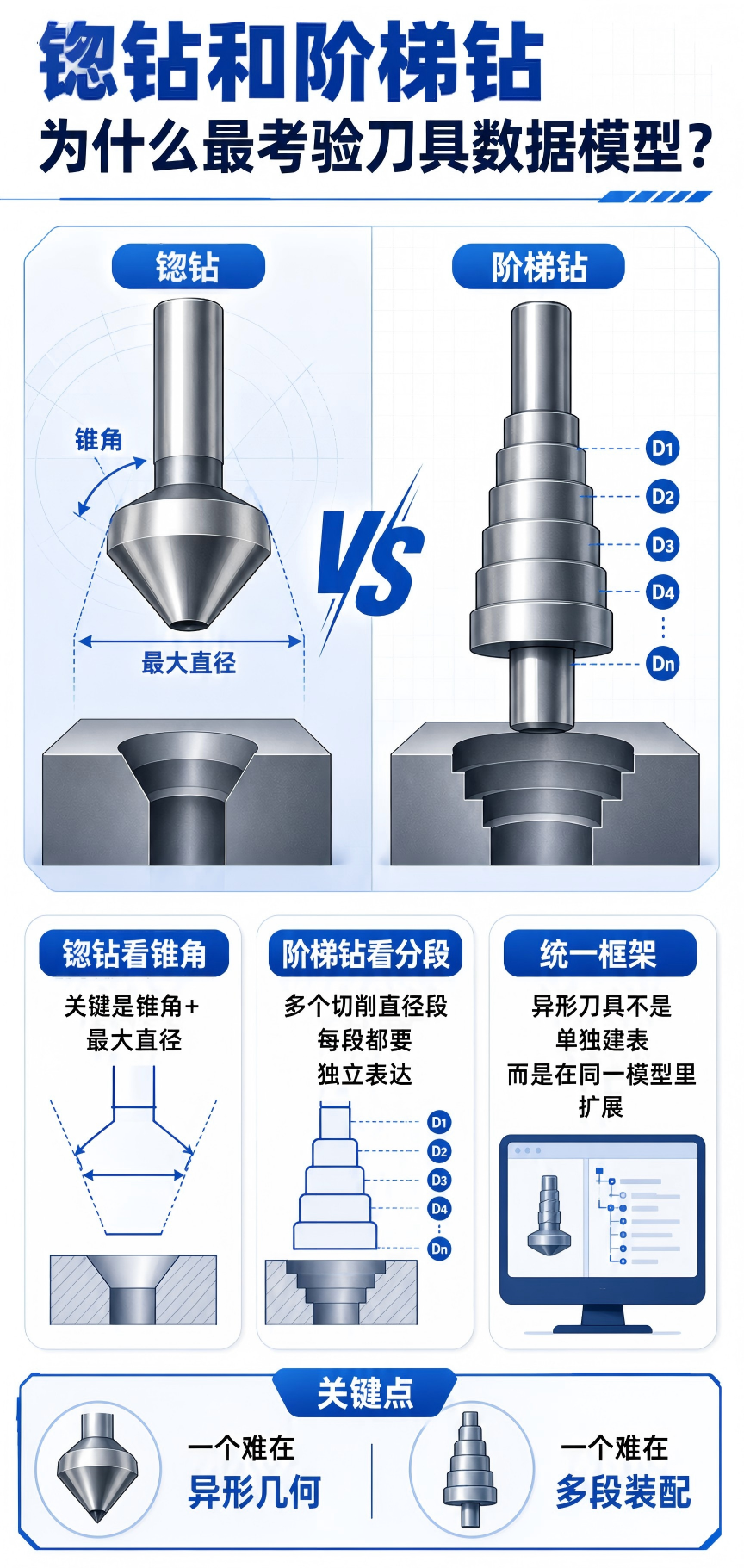
锪钻和阶梯钻,为什么最考验刀具数据模型?因为它们已经不再遵循“单一直径加单一切削区”的典型钻削逻辑。前者要同时表达锥角与尺寸边界,后者要在一把刀里组织多个切削直径段,这对统一模型提出了更高要求。
一、锪钻的难点:关键量不再只有直径
本系列第7篇介绍的 ISO 3291 定义了锥面锪钻,第10篇的 ISO 4206 定义了平底锪钻,第13篇的 ISO 4207 规定了莫氏锥柄平底锪钻。三种锪钻几何并不完全相同,但有一个共性:切削主体不再只是“一个直径”,而往往要同时关注锥角与最大直径。
对麻花钻来说,切削直径往往是最核心的几何入口;对锪钻来说,锥角决定孔口形状,最大直径决定加工边界,二者缺一不可。也就是说,锪钻的几何语义天然比“单一尺寸值”更复合。
因此,在ISO 13399-305 这类表达里,重点不是另起一套完全不同的数据框架,而是在既有切削对象上补足能够表达锥面几何的属性组合。换句话说,骨架可以继续沿用,但属性含义需要更精细地填充。
二、阶梯钻的难点:一把刀里有多个切削直径段
阶梯钻的问题又不同。它并不是把一个几何量换成另一个几何量,而是在同一条轴线上排列多个不同直径的切削段。每一段都有自己的直径、长度以及与前后段的过渡关系。
这意味着,阶梯钻不适合再被理解为“一个切削对象加若干附属参数”,而更接近于“多个切削区段组合成的一把刀具”。每个区段都应被单独识别,系统才能知道哪一段负责哪一层孔径、哪一段对应哪一段刀路。
因此,阶梯钻的数据复杂度更多体现在对象数量和装配层级上,而不是体现在单个属性的抽象程度上。它考验的是模型如何组织“多个切削段的组合关系”。
三、异形背后的统一逻辑
把锪钻和阶梯钻放在一起看,ISO 13399 的设计思路会更清楚。面对锪钻,问题是如何在同一对象框架里容纳不同几何语义;面对阶梯钻,问题是如何在同一框架里组织多个切削对象。
两者面对的几何挑战并不相同,但底层思路是一致的:尽量不为每种刀具重建完全独立的模型,而是在统一的对象体系里,通过属性扩展和装配关系去表达差异。
这正是ISO 13399 与“每种刀具单独建一张参数表”的传统做法之间的本质区别。它关心的不是把每种刀做成独立孤岛,而是让不同几何仍能落回同一套可扩展的表达框架。
记忆点
1. 锪钻的难点,在于关键几何不再只由单一直径决定,而要同时表达锥角与尺寸边界。
2. 阶梯钻的难点,在于同一把刀具内部存在多个切削段,复杂度更多来自对象数量和装配关系。
下篇预告
下篇从刀具本体转向落地现实:ISO 13399 这条链路,离中国工厂到底还有多远。