
商城公告
新闻资讯
产品资讯
技术文章
知识库
22
2026.1
作者
334
阅读量
工业机床刀头更换:何时换、怎么判?
刀头更换看似是一个简单的操作,背后却蕴含着材料科学、机械原理、质量控制等多学科知识。
在现代化工厂车间,数控车床、加工中心等设备凭借精准高效的性能支撑着零件加工的核心环节,而刀头(切削刀具)作为其中不起眼却至关重要的易损件,就像厨师的菜刀——钝了不仅影响效率,更会“毁了食材”。今天就带大家吃透机床刀头的更换逻辑,从磨损原理到判定标准,再到场景化应用,帮你精准拿捏换刀时机,规避生产风险。
一、先搞懂:刀头为什么会“坏”?
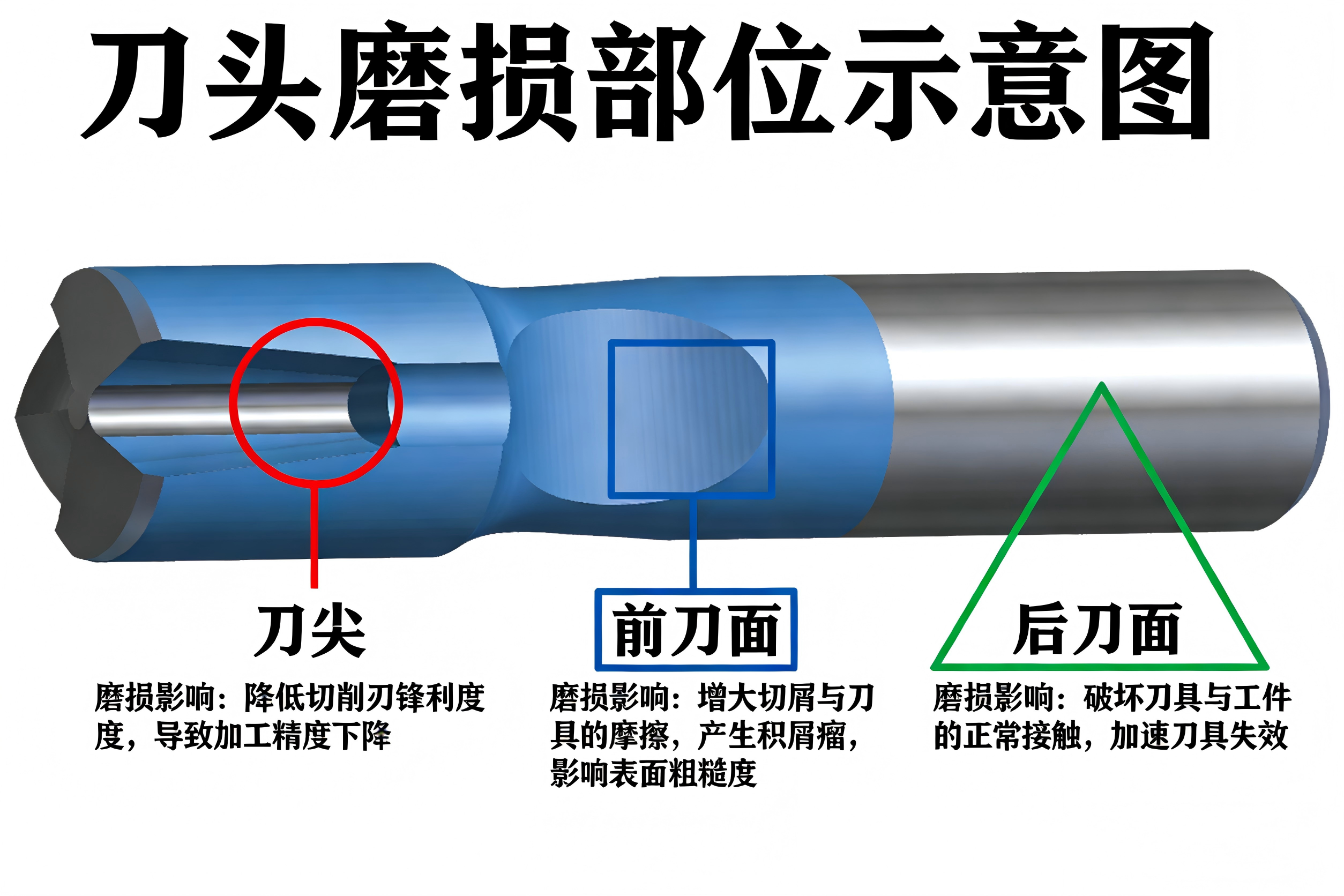
刀头的磨损并非偶然,而是切削过程中机械摩擦、高温热应力、化学腐蚀共同作用的结果。切削金属时,刀头需承受数百至上千摄氏度的高温、数十千牛的切削力,以及切屑与工件的持续摩擦,磨损主要集中在三个核心部位,且各部位磨损影响不同:
-
刀尖:切削力的主要承受点,磨损速度最快,直接影响工件尺寸精度和尖角成型,磨平后会导致工件圆角过大、尺寸偏差;
-
前刀面:与切屑直接接触,高温高压下易形成“月牙洼”磨损,磨损过大会导致切屑排出不畅,产生积屑瘤划伤工件表面;
-
后刀面:与加工后工件表面贴合摩擦,磨损后增大刀工接触面积,引发切削阻力上升、工件表面粗糙度变差。
提示:任一部位磨损达到极限都需及时更换,轻微磨损可结合加工要求修磨后复用,无需直接丢弃。
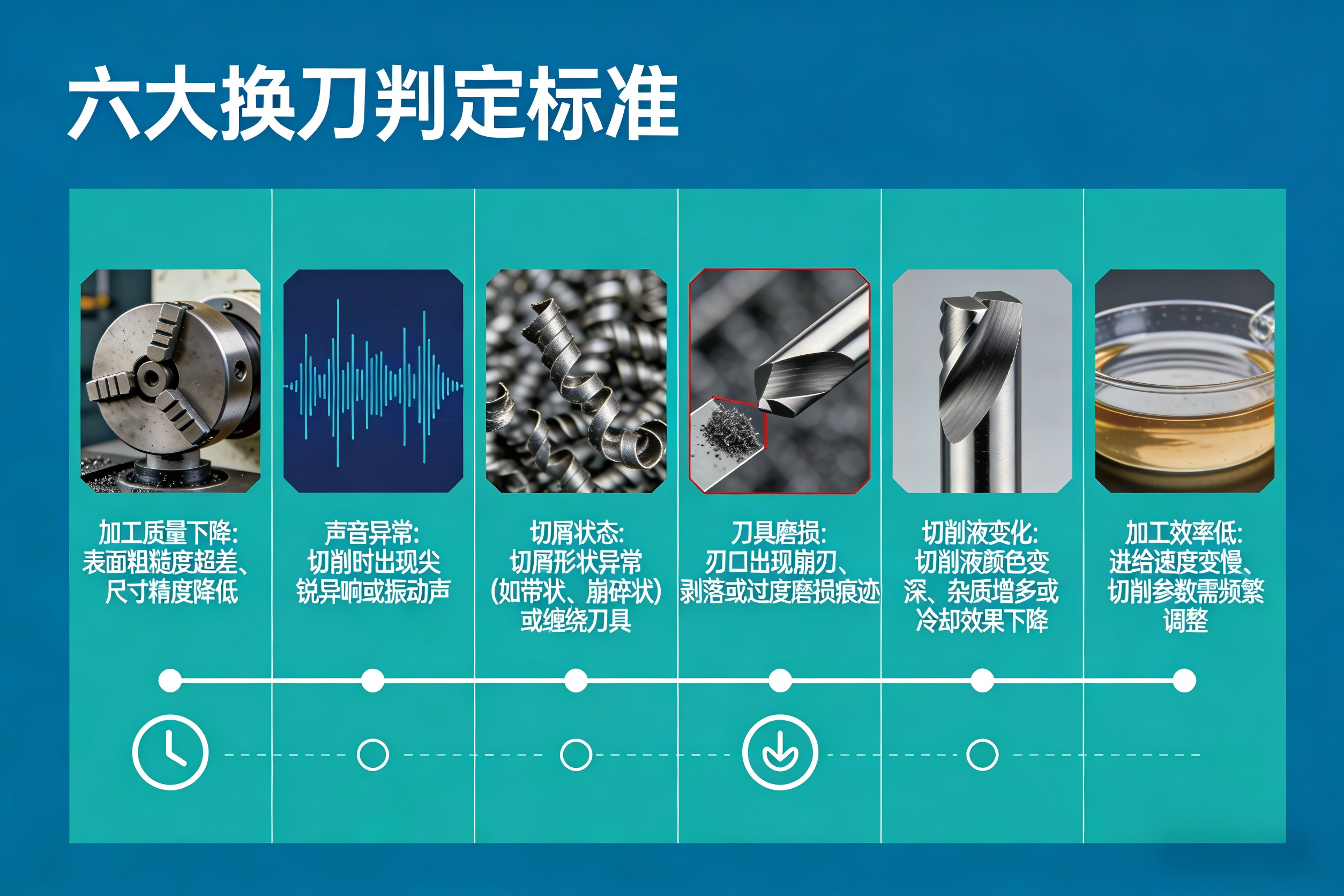
二、六大核心标准:精准判定“该换刀了”
判断刀头是否更换,需结合“现场直观观察”与“数据量化监控”,不同标准适配不同场景,可单独使用或组合验证,避免误判。
1. 加工质量下降(最直观信号)
这是操作工最易发现的指标,也是精密加工的核心判定依据,出现以下情况即说明刀头磨损过度:
-
表面粗糙度变差:工件表面出现连续刀痕、毛刺增多,用手触摸有明显粗糙感,甚至出现“鱼鳞纹”,且无法通过调整切削参数改善;
-
尺寸精度超差:用卡尺、千分尺测量,尺寸超出图纸公差(如要求±0.01mm,实际偏差≥0.02mm),且多次测量偏差稳定(排除工装、机床定位问题);
-
几何形状异常:圆孔不圆、平面凹凸不平、台阶面垂直度偏差、锥面角度不符等。
实操技巧:加工前试切1-2件全尺寸检测,加工中定时抽检(每10件抽1件),对比首件质量快速发现问题。
2. 切削声音与振动异常(听声辨刀)
有经验的操作工可通过声音和手感快速判断,适合粗加工、小批量加工的实时判定:
-
正常状态:切削时发出平稳连续的“嘶嘶”或“嗡嗡”声,机床振动轻微,操作台无明显震感;
-
异常状态:出现刺耳尖叫声、断续“咔咔”撞击声,或振动突然增大,甚至伴随工件晃动——这通常意味着刀头严重磨损,随时可能崩刃。
3. 切屑颜色与形状异变(实时反馈信号)
切屑是切削状态的“晴雨表”,颜色反映温度,形状反映排屑状态,需结合加工材料特性判断:
-
正常切屑:颜色均匀(钢件银白色/淡黄色、铝件银白色、铸铁灰黑色),形状连续卷曲(螺旋状、C形),排屑顺畅;
-
异常切屑:颜色骤深(钢件蓝紫色/黑色、铝件黄褐色,提示温度过高),形状不规则(碎末状、针状),或排屑不畅、缠绕刀头/工件,积屑瘤频繁出现。
4. 切削力与功率异常(量化监控指标)
现代数控机床自带功率监控、负载显示功能,老式机床可通过手感判断,是粗加工、自动化生产线的重要依据:
-
数控机床:主轴功率百分比、进给电机负载值突然升高(如正常40%-60%,骤升至80%以上),甚至触发过载报警;
-
老式机床:手动进给阻力明显增大,摇动手轮需更大力度,或进给机构出现卡顿。
5. 刀头磨损量达量化极限(最科学标准)
需借助工具显微镜、磨损量测量仪,适合精密加工、批量加工的标准管控,核心测量两个指标:
-
后刀面磨损量(VB值):行业通用核心指标,不同刀具/加工材料极限值不同(硬质合金刀头加工普通碳钢,VB值极限0.3-0.6mm;加工钛合金等难加工材料,极限0.1-0.2mm);
-
刀尖圆弧半径:正常刀尖圆弧0.2-0.8mm,磨损后半径变大,变化量超0.1mm即影响加工精度。
实操要求:每2小时检测1次刀头,记录磨损量并建立曲线,提前预判换刀时间。
6. 加工时间/数量达标(预防性换刀)
现代工厂主流策略,基于工艺试验和历史经验预设刀头寿命,到点/到量直接更换,适合自动化生产线:
-
按时间设定:如硬质合金刀头连续切削普通钢件,使用寿命4-6小时;
-
按数量设定:如加工同规格轴类零件,加工500-800件后更换。
优缺点:虽可能轻微浪费刀头,但能避免刀头突然失效导致的工件报废、停机损失,性价比更高。
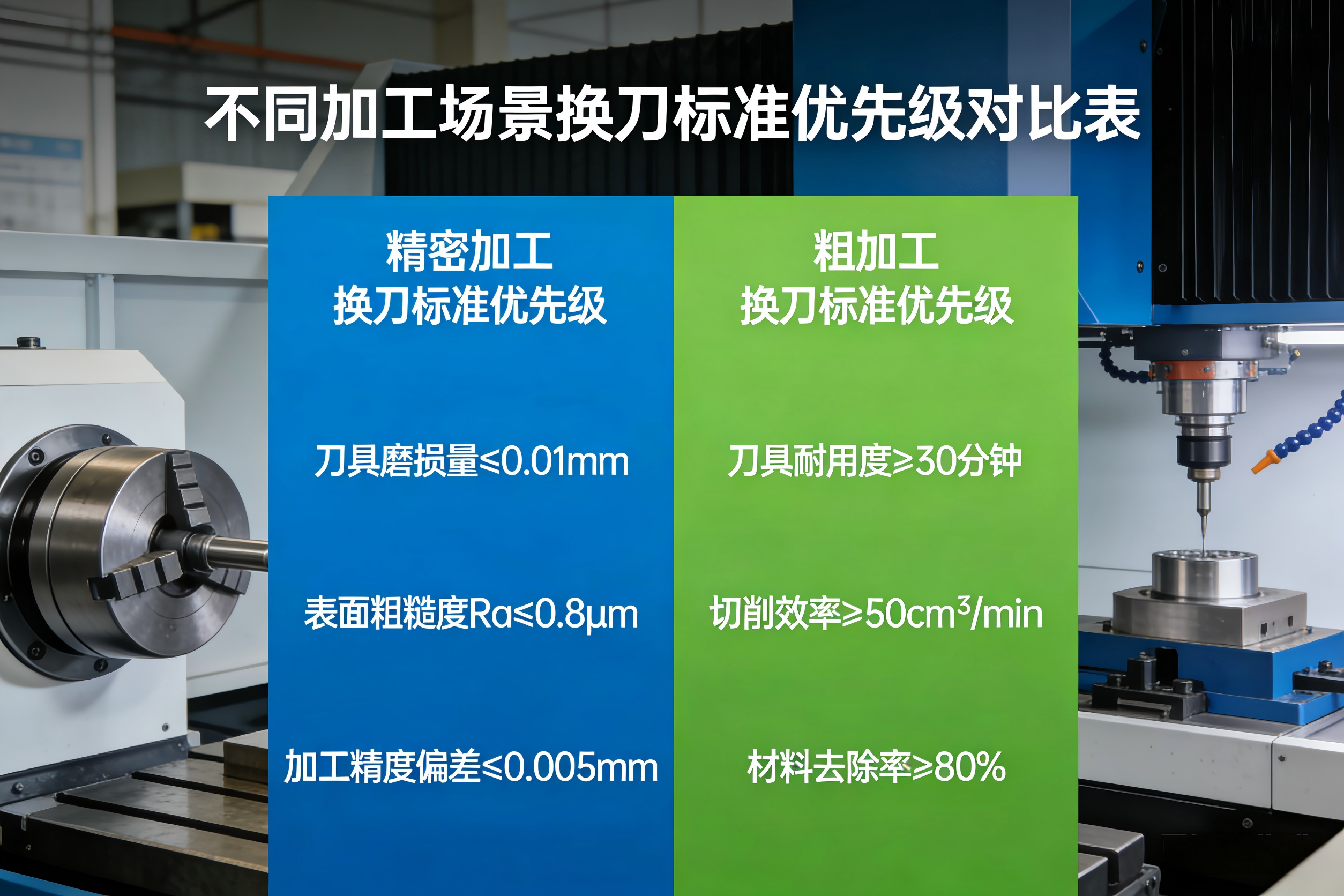
三、场景化优先级:不同加工怎么判?
实际生产无需验证所有标准,需根据加工精度、类型、生产模式确定核心指标,搭配1-2个辅助指标,兼顾准确性与效率:
|
加工场景
|
核心判定标准
|
辅助判定标准
|
核心原则
|
|---|---|---|---|
|
精密加工(公差≤±0.01mm)
|
尺寸精度、表面粗糙度
|
刀头磨损量(VB值)
|
零偏差容忍,优先保质量
|
|
粗加工(去除余量大)
|
切削力/功率、声音振动
|
切屑状态
|
保效率与机床安全
|
|
自动化/无人值守生产线
|
加工时间/数量预设
|
功率监控、过载报警
|
预防性换刀,避免中断
|
|
试切/小批量加工
|
表面粗糙度、切屑状态
|
声音振动
|
灵活判定,降低试切成本
|
|
难加工材料(钛合金、高温合金)
|
切屑+功率+磨损量(综合判断)
|
加工时间预设
|
严控风险,避免崩刃
|
四、警惕!换刀不及时的四大致命后果
部分企业为省刀头成本过度使用,实则得不偿失,从全生产周期成本看,损失远超刀头本身:
-
工件报废损失:刀头成本几十到几百元,精密零件成本可达数千元,单次报废即可抵消数十个刀头成本;
-
机床损伤风险:崩刃碎片可能划伤主轴、导轨、工装,修复费用数万元,且耽误生产;
-
停机时间成本:处理报废工件、调机、试切需半小时至数小时,流水线每分钟停机损失数百元;
-
安全隐患:磨损刀头可能高速飞出,或切屑缠绕引发卡滞,造成人员伤害,后续赔偿、整改成本不可估量。
结论:及时换刀不是浪费,而是对质量、设备、安全的保障,是降低综合成本的关键。
五、换刀前必做:三项确认避免返工
判定换刀后,做好以下确认,避免操作不当引发后续问题:
-
确认刀头规格:新刀头型号、刀尖角度、圆弧半径、材料需与原刀头一致;
-
更新刀补参数:重新对刀,调整机床长度补偿、半径补偿参数;
-
保证安装精度:夹持牢固无偏摆、松动,偏摆量控制在0.005mm以内。
六、未来趋势:从经验判断到智能换刀
随着智能制造发展,刀头更换正迈向“精准预判、无人化”:
-
在线监测系统:通过振动、力、温度传感器实时采集数据,算法分析磨损状态,自动提醒换刀;
-
大数据分析:建立磨损模型,精准预判剩余寿命,实现“按需换刀”;
-
无人化换刀:机器人搭配刀库,自动完成拆卸、更换、对刀,全程无需人工干预。
机床刀头的更换时机,藏着制造企业的质量管控与成本意识。从“凭经验听声辨刀”到“用数据精准预判”,换刀逻辑的升级,正是中国制造向精密化、智能化迈进的缩影。掌握科学的判定方法,既避免过度浪费,又规避生产风险,才能在高效与精准之间找到平衡,筑牢生产加工的核心防线。
0