26
2026.1
作者
345
阅读量
机械加工是通过机床对工件进行切削成形,以获得预定形状、尺寸和表面质量的制造过程。常见的机械加工方法有车、钻、镗、刨、拉、铣和磨等。
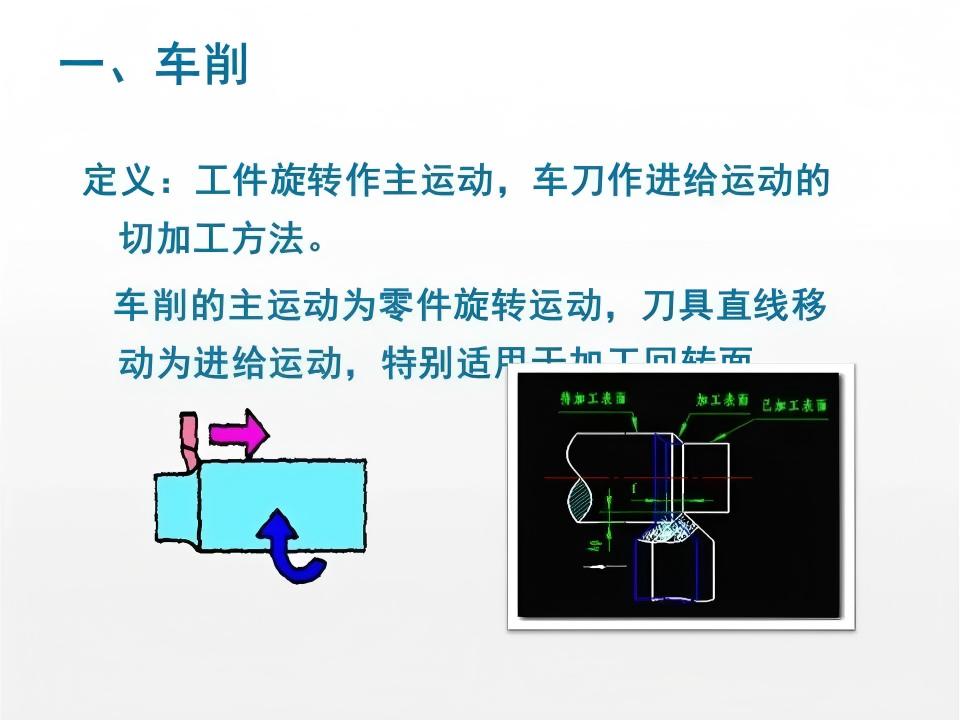
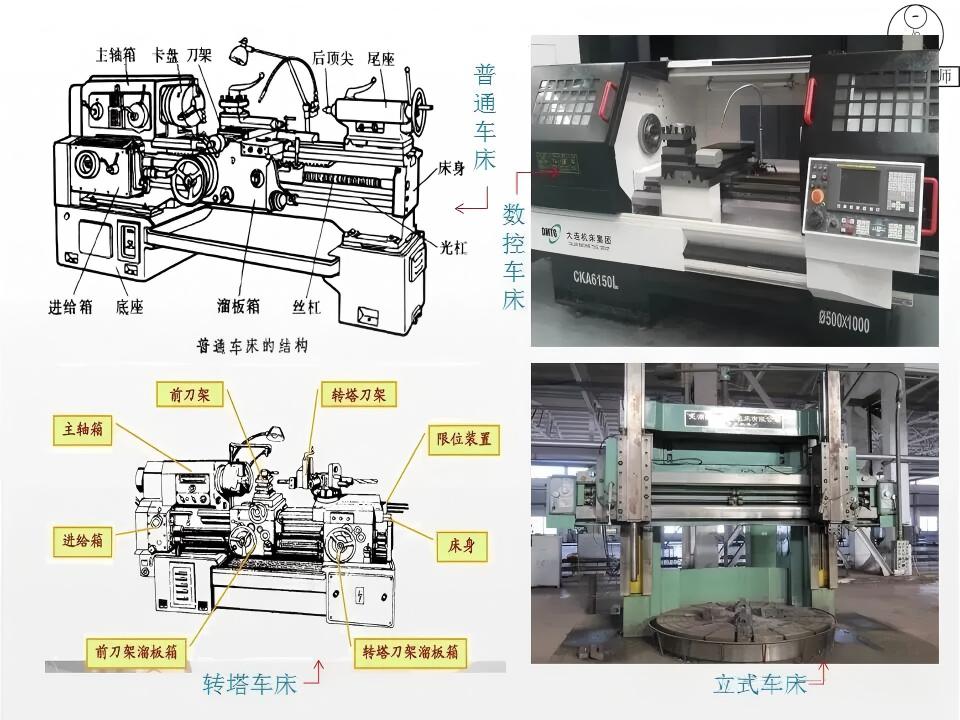
一、车削
车削是机械加工中最基础且应用广泛的工艺之一,其核心运动特征为工件旋转做主运动,刀具做进给运动,简单概括就是“工件转、刀具移”的加工模式。
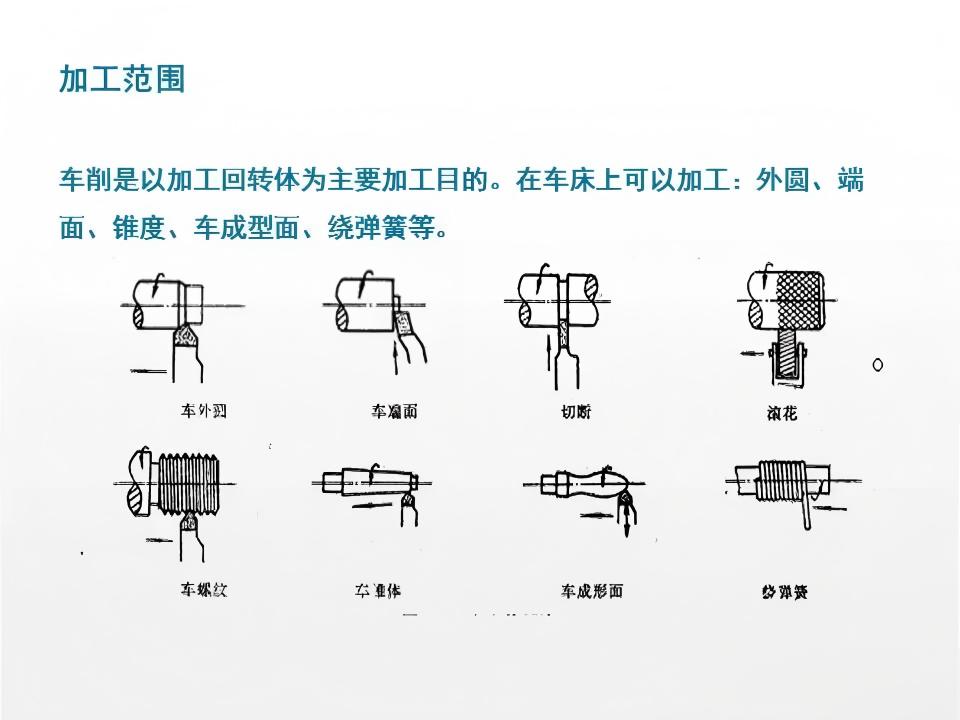
这种加工方式专门针对各类回转体表面的加工,无论是轴类零件的外圆、盘类零件的端面,还是套类零件的内孔,甚至是带有螺纹结构的部件,都能通过车削工艺完成加工。车削的加工精度较为稳定,通常可以达到IT7~IT8级,能够满足多数机械零件的尺寸公差要求。在实际生产中,车床的操作相对简便,既可以进行粗加工去除大部分余量,也能配合精车刀具完成半精加工或精加工工序,是单件小批量生产和大批量流水线生产中都不可或缺的加工手段。
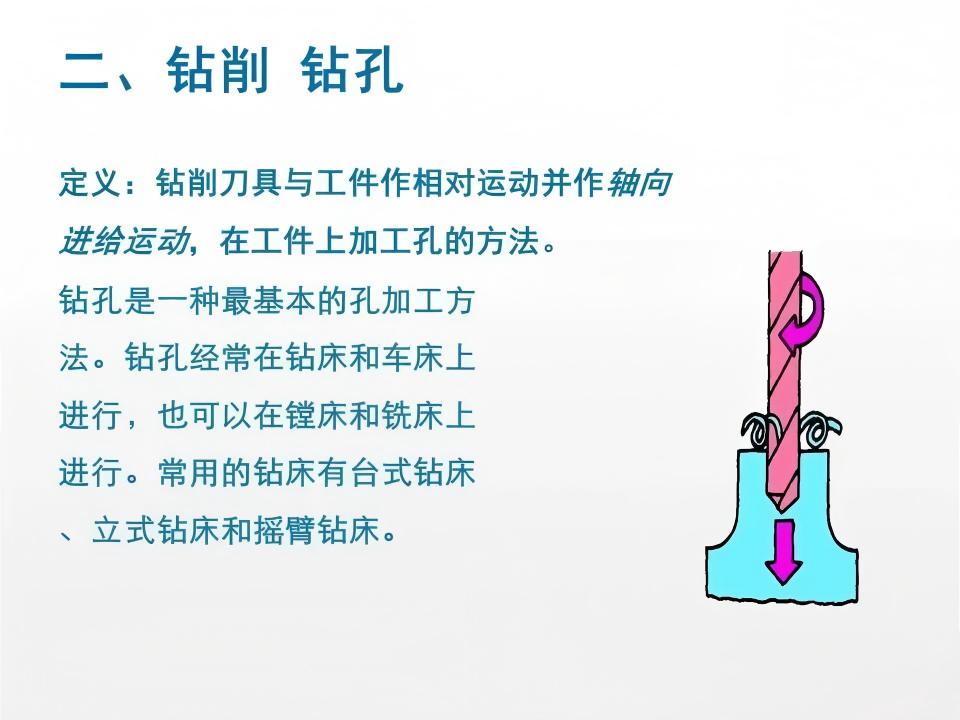
二、钻削
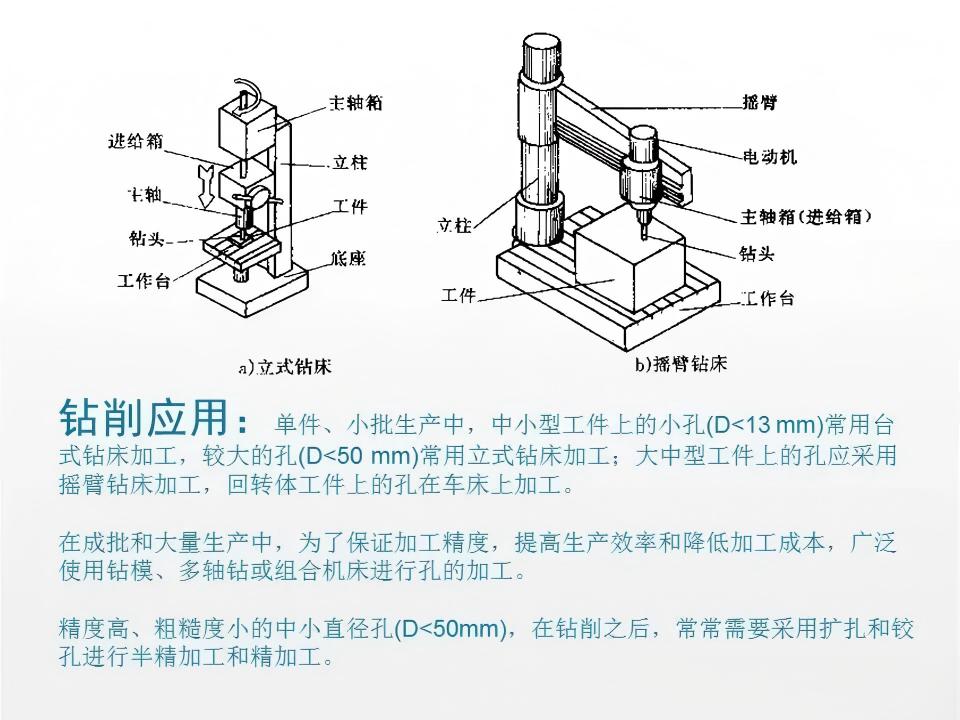
钻削是在实体材料上加工通孔或盲孔的基础孔加工方法,它借助钻头的旋转切削和轴向进给,逐步在工件上形成孔洞。
钻削的加工精度相对较低,尺寸公差等级一般在IT11~IT13级,加工后的孔壁表面粗糙度数值较大,因此钻削通常被用作粗加工工序。在实际生产中,钻削常常作为后续精加工的前置步骤,比如为镗削、铰削等工艺预制出基础孔道,为提升孔的精度打下基础。钻削设备结构简单,常用的台式钻床、立式钻床和摇臂钻床等,操作门槛低,适合加工孔径较小、精度要求不高的孔结构,广泛应用于机械、建筑、家电等多个行业。
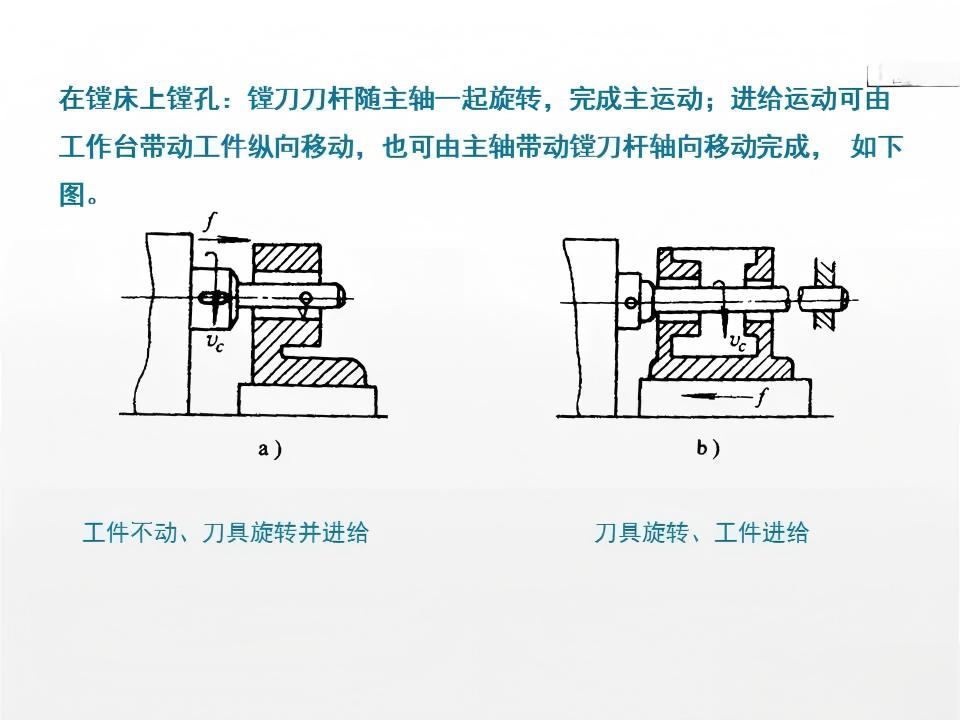
三、镗削
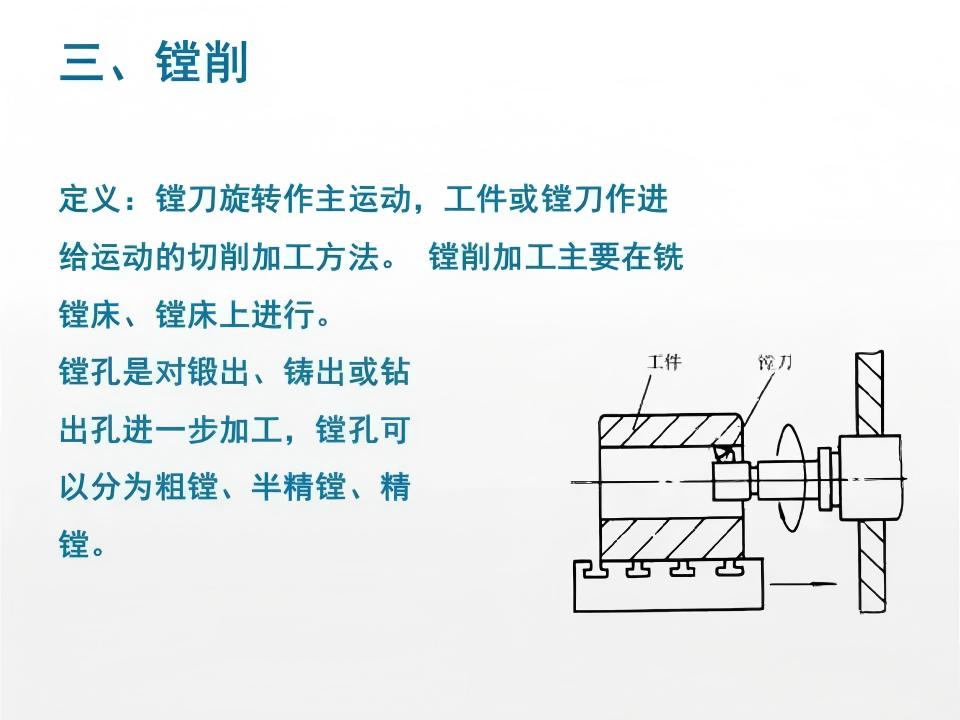
镗削是一种针对预制孔进行扩孔与精度提升的加工工艺,它通过镗刀的旋转做主运动,配合刀具或工件的进给运动,对孔的内径尺寸、形状精度和表面质量进行精细化加工。
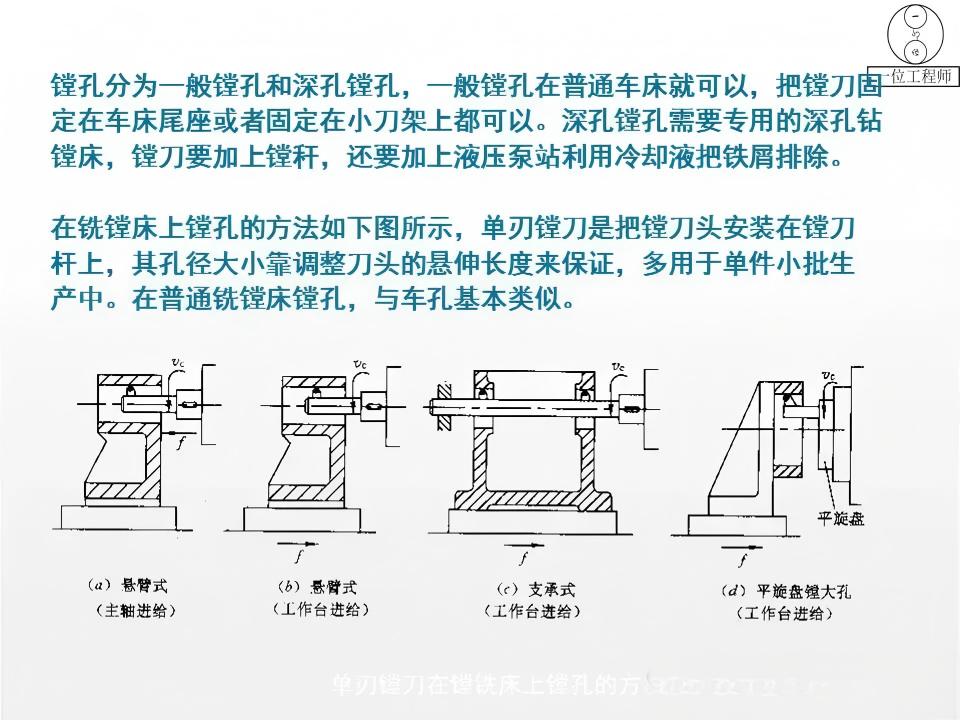
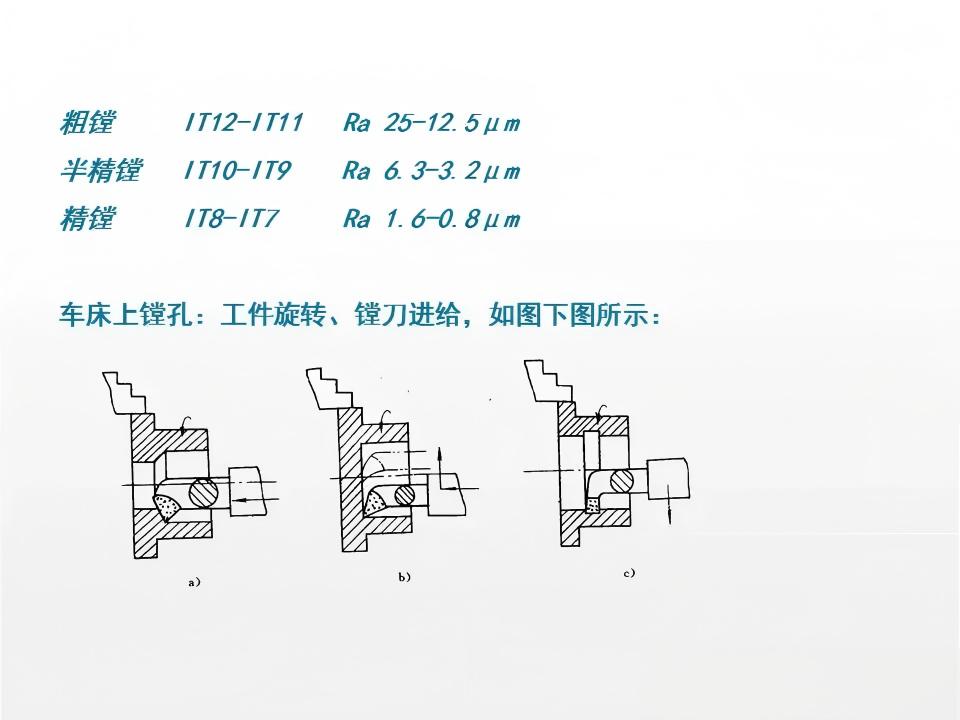
相较于钻削,镗削的显著优势在于能够有效修正预制孔的轴线偏差,因此特别适用于箱体、缸体、机床床身等复杂零件上精密孔系的加工。这些零件上的孔往往存在位置精度要求,镗削可以通过调整刀具位置和加工路径,保障各孔之间的同轴度、平行度等形位公差。镗削的加工精度较高,可达IT6~IT7级,经过镗削加工的孔,不仅尺寸精准,表面光洁度也能得到大幅提升,是高端机械制造中实现精密孔加工的核心工艺之一。
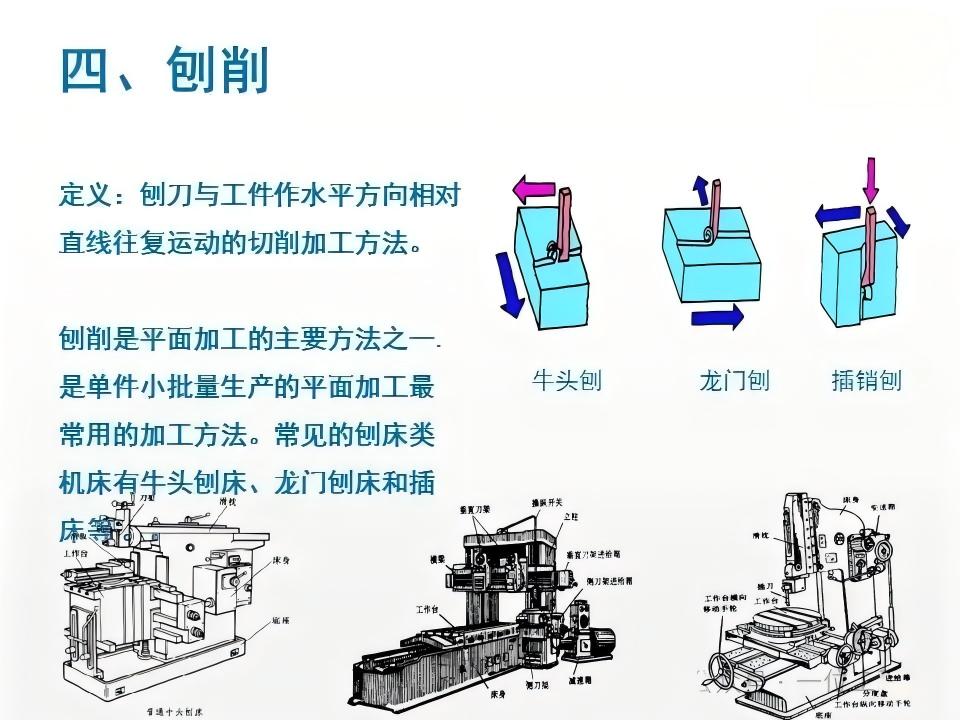
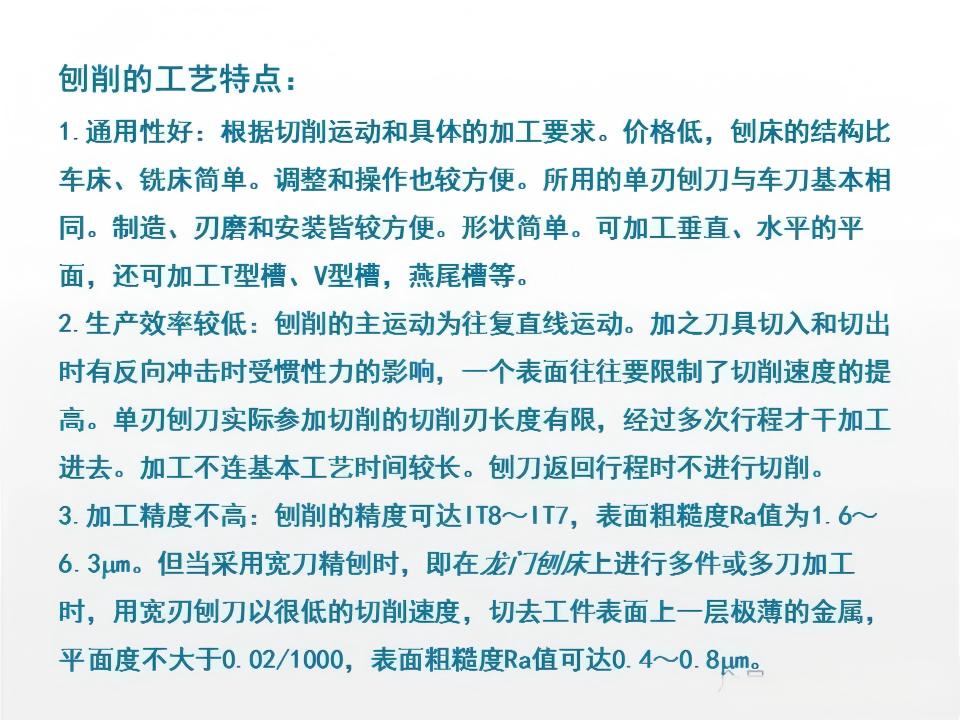
四、刨削
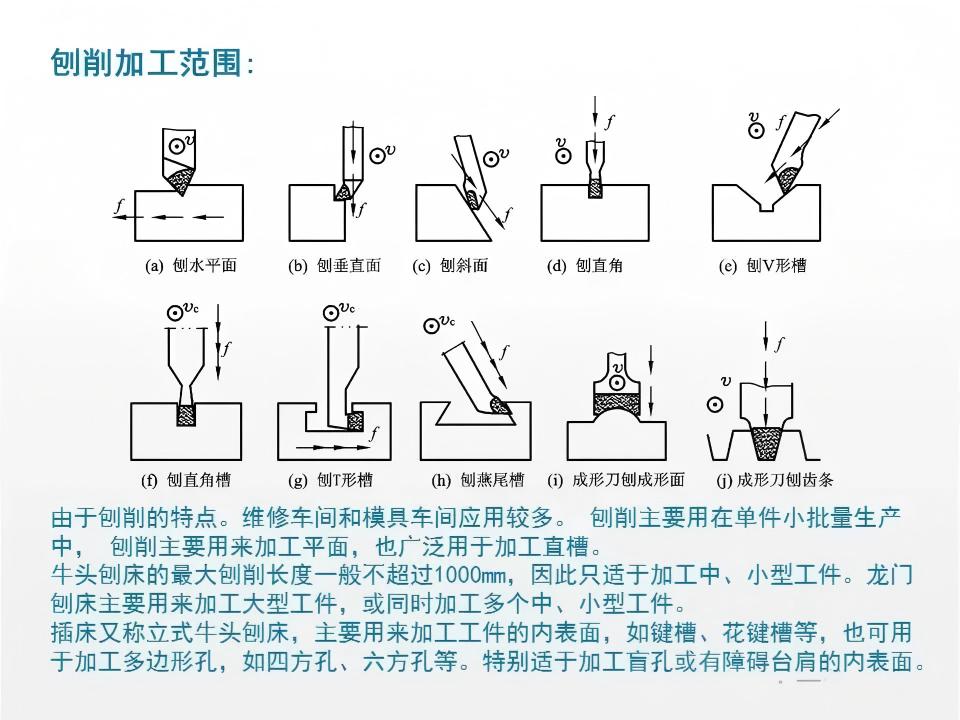
刨削的核心运动形式是刀具或工件做直线往复运动,通过刀具与工件之间的相对运动,实现对平面、直线沟槽等简单型面的加工。
刨削工艺的最大优势在于设备结构简单、成本低廉,常用的牛头刨床和龙门刨床,前者适合加工中小型工件,后者则可应对大型或重型工件的加工需求。不过刨削也存在明显的短板,直线往复运动的加工方式会导致空行程的产生,使得加工效率相对较低,而且加工后的表面质量也不如铣削、磨削等工艺。因此,刨削更多应用于单件小批量生产,或者对精度要求不高的粗糙表面加工场景。
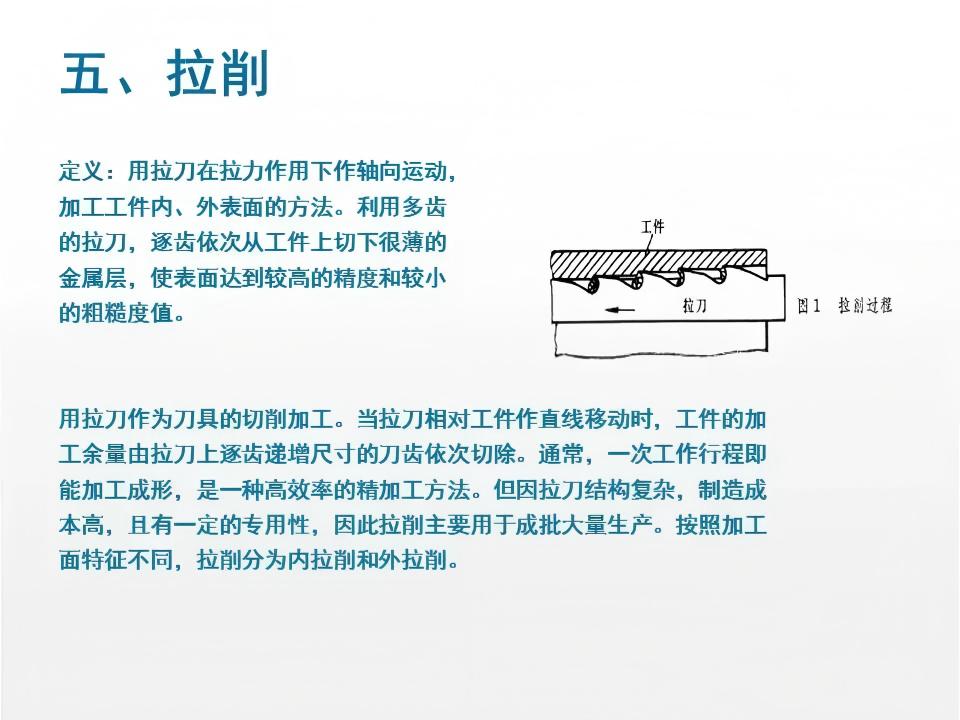
五、拉削
拉削是一种利用多齿拉刀实现一次性成形加工的高效工艺,拉刀上的刀齿依次排列,每个刀齿的切削余量逐步递增,当拉刀从工件中穿过时,就能一次性完成粗加工、半精加工和精加工的全部工序。
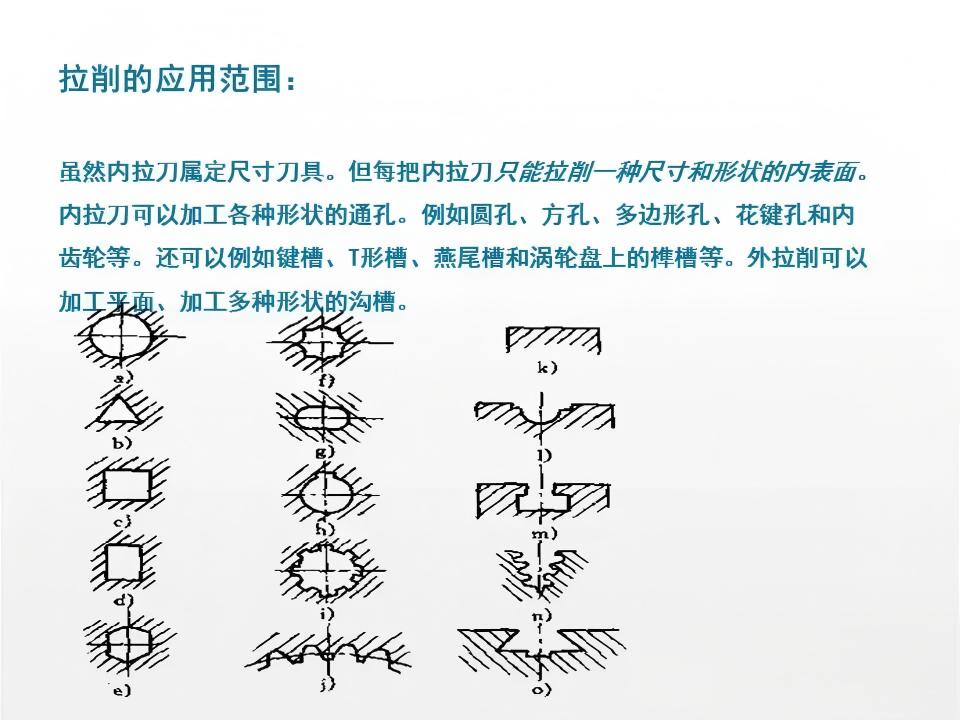
这种加工方式兼具高精度与高效率的特点,能够加工出各种形状的通孔、平面以及外表面,加工精度可达IT6~IT7级,表面粗糙度数值也较低。但拉削也存在一定的局限性,拉刀属于专用刀具,制造成本高昂,而且刀具的设计和制造周期较长,因此拉削工艺仅适用于大批量、标准化零件的生产,在汽车、农机、航空航天等规模化制造领域应用较为广泛。
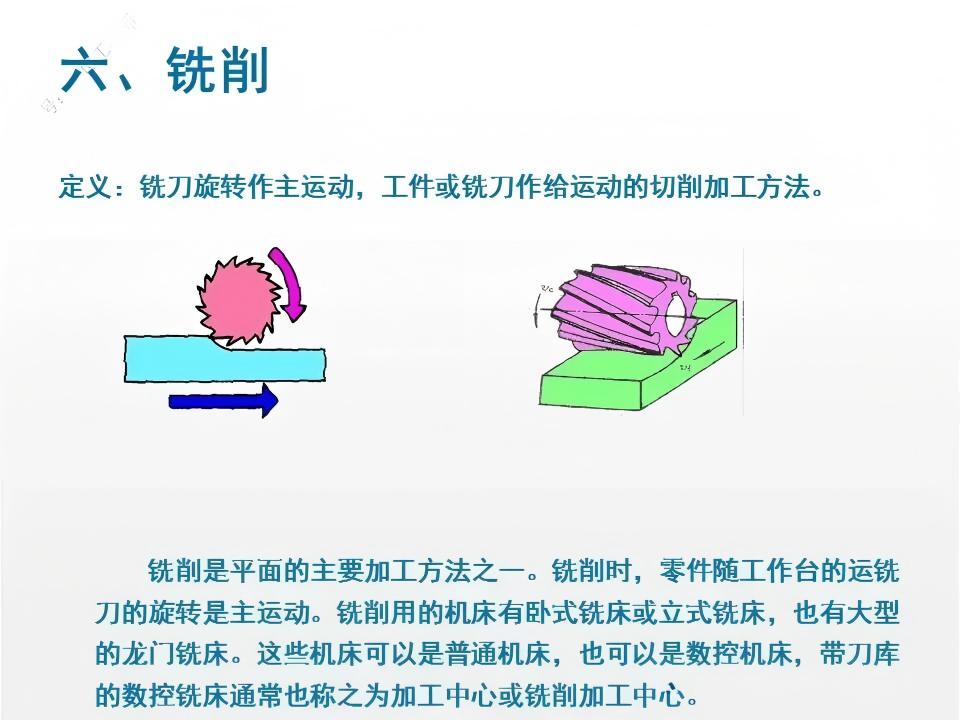
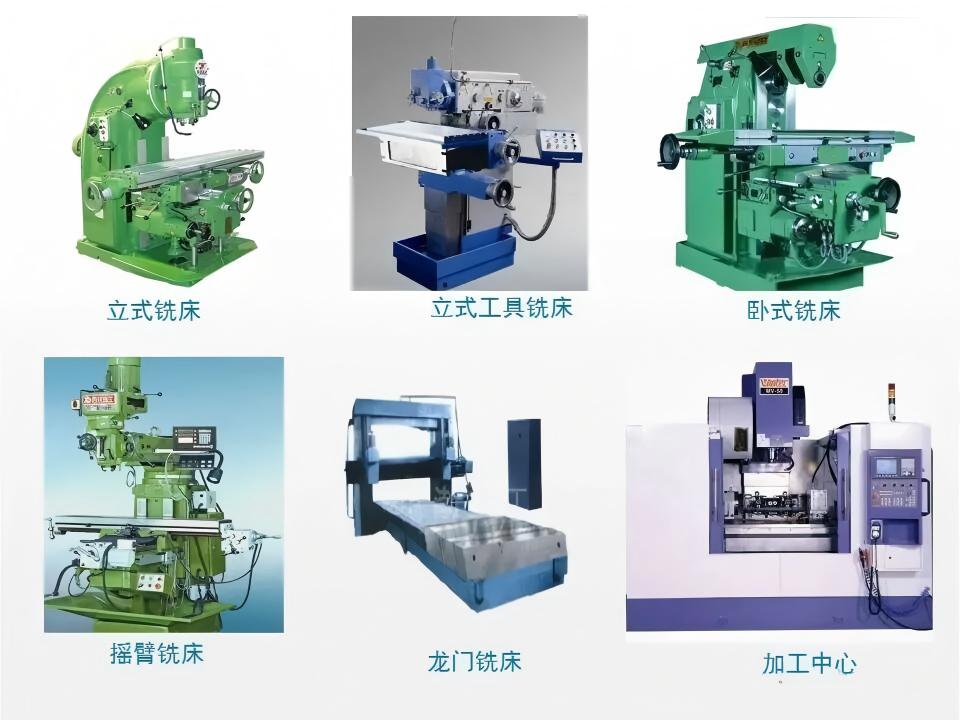
六、铣削
铣削是通过旋转的多刃刀具与工件的相对运动来实现切削加工的工艺,刀具的旋转为主运动,工件的移动为进给运动。
铣削的应用范围极为广泛,既能加工平面、沟槽、台阶面等简单型面,也能加工齿轮、凸轮、模具型腔等复杂曲面,加工方式灵活多变。随着数控技术的发展,数控铣床和加工中心的普及,让铣削工艺的自动化程度和加工精度大幅提升,成为现代数控加工的核心技术之一。铣削的加工效率高,能够实现多工序复合加工,加工精度可达IT6~IT8级,满足了绝大多数机械零件的加工需求,在机械制造行业中占据着举足轻重的地位。
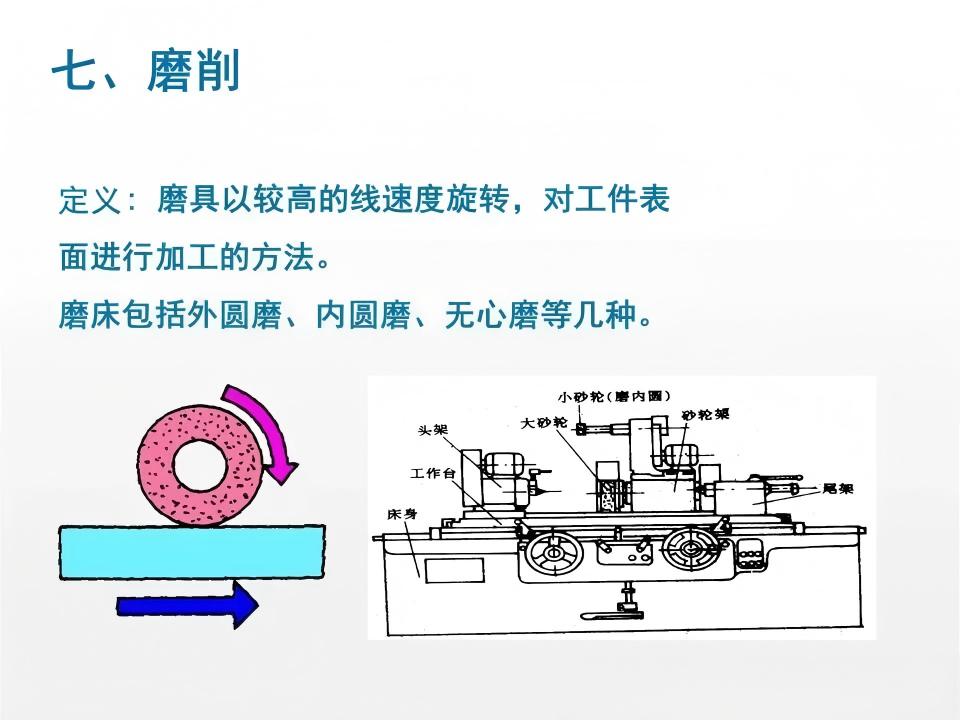
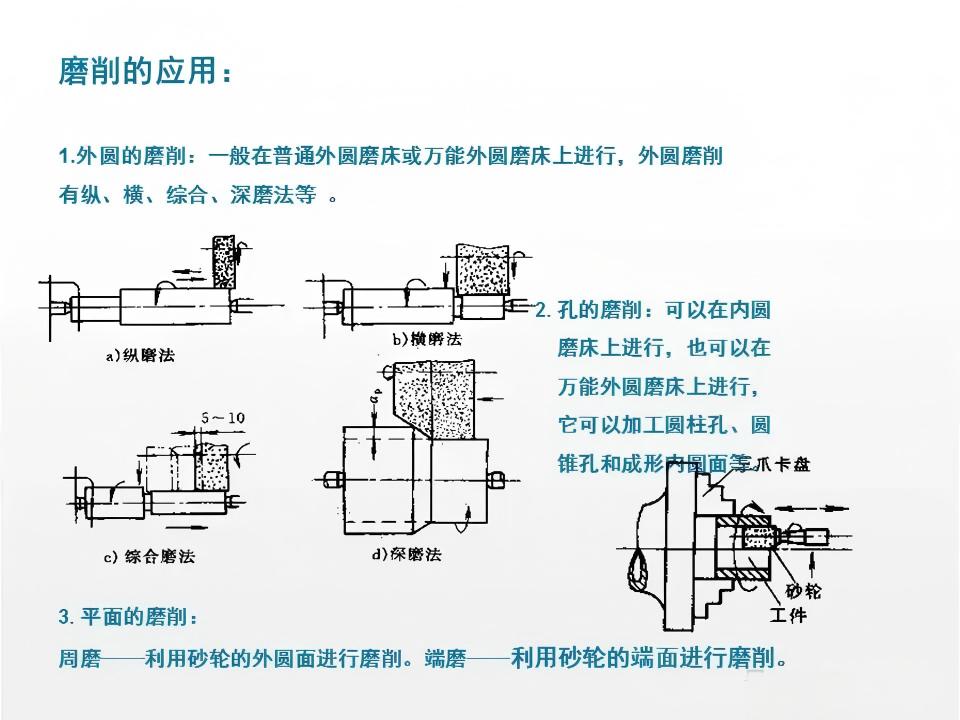
七、磨削
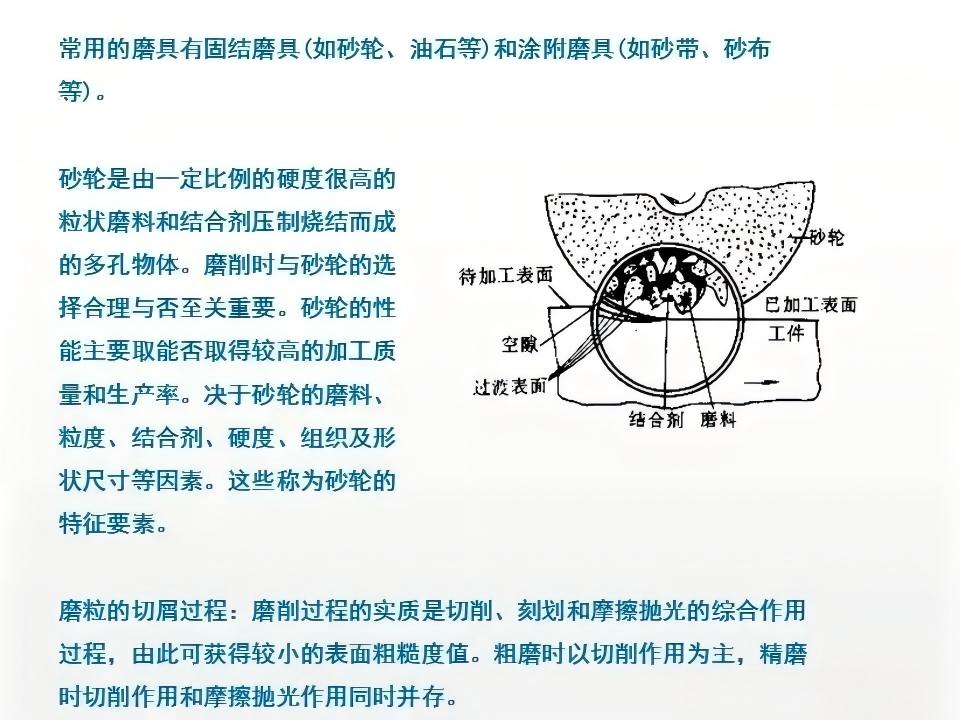
磨削是利用高速旋转的砂轮作为切削工具的精加工工艺,砂轮表面的磨粒相当于无数微小的切削刃,在高速旋转过程中对工件表面进行微量切削。
磨削工艺的最大优势在于能够加工硬度较高的材料,比如淬火钢、硬质合金等,这些材料难以通过车削、铣削等常规工艺进行加工。同时,磨削可以获得极高的尺寸精度和极低的表面粗糙度,加工精度可达IT5~IT6级,是实现零件最终精密加工的核心手段。在实际生产中,磨削不仅可以加工平面、外圆、内孔等常规表面,还能加工螺纹、齿轮等复杂型面,广泛应用于精密机械、仪器仪表、航空航天等对零件精度要求严苛的领域。
详细的加工方法如下方PPT课件。
32页PPT介绍常见的机械加工方法