
商城公告
新闻资讯
产品资讯
技术文章
知识库
26
2026.1
作者
561
阅读量
丝锥的分类、参数、选用及攻丝影响要素全解析
本文系统解析了丝锥的核心知识,详细介绍了切削与挤压丝锥的分类、结构参数、材料涂层,并深入阐述了影响攻丝质量的设备、工件、参数三大关键要素,最终汇总出实用的丝锥选用要点,为攻丝加工提供全面指导。
一、丝锥的分类
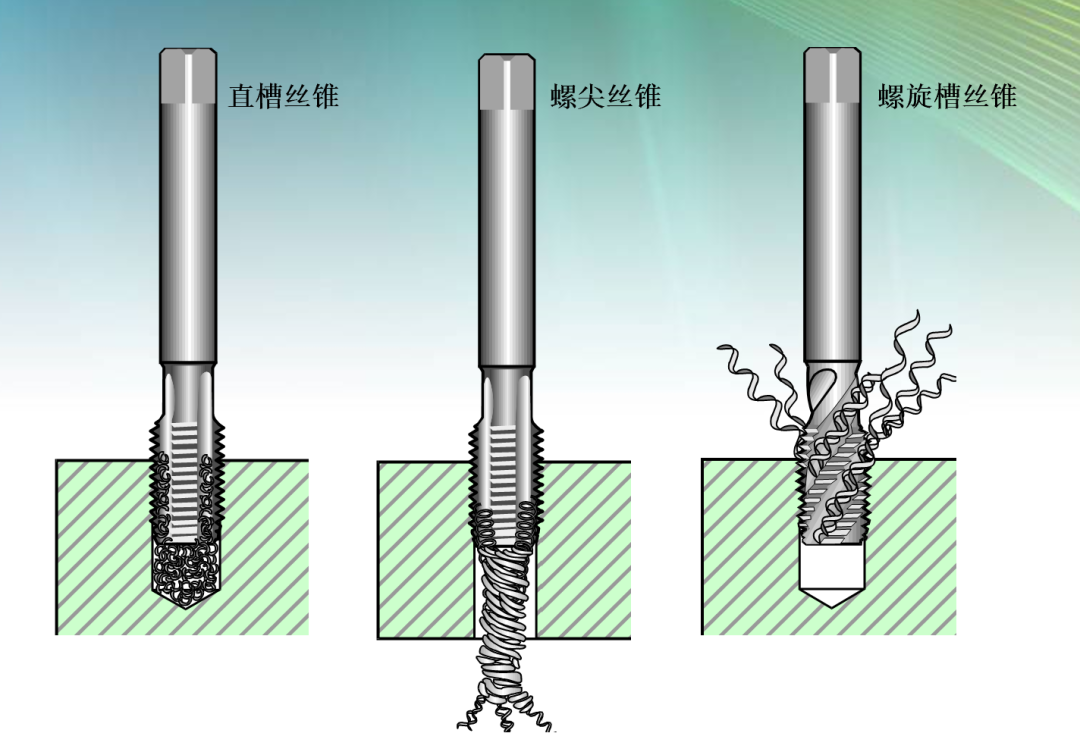
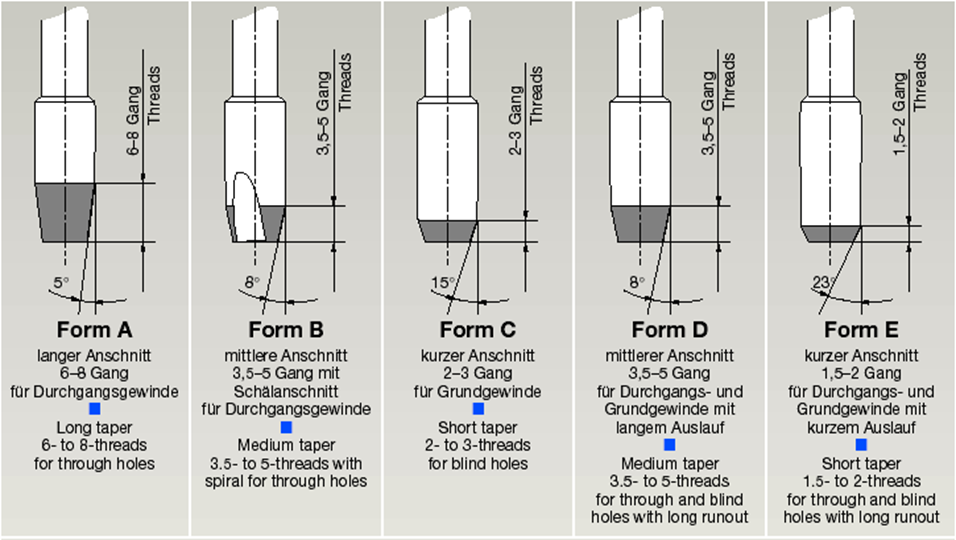
(一)切削丝锥
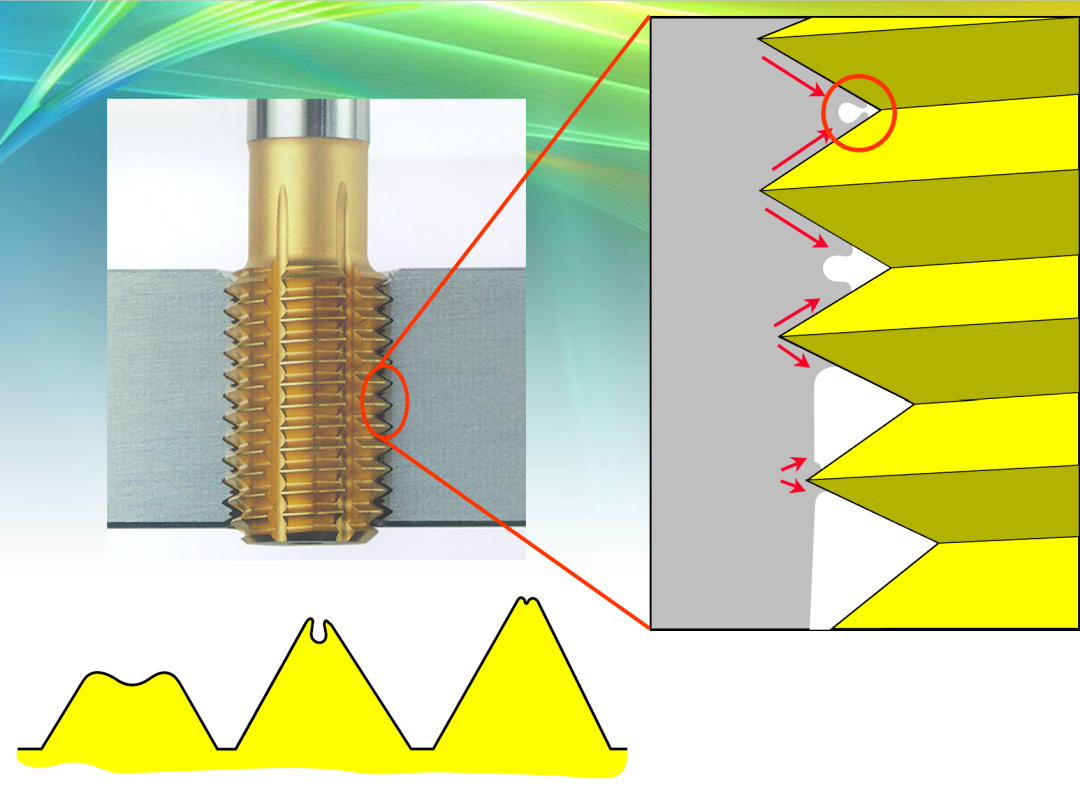
(二)挤压丝锥
二、丝锥的结构参数
(一)外型尺寸
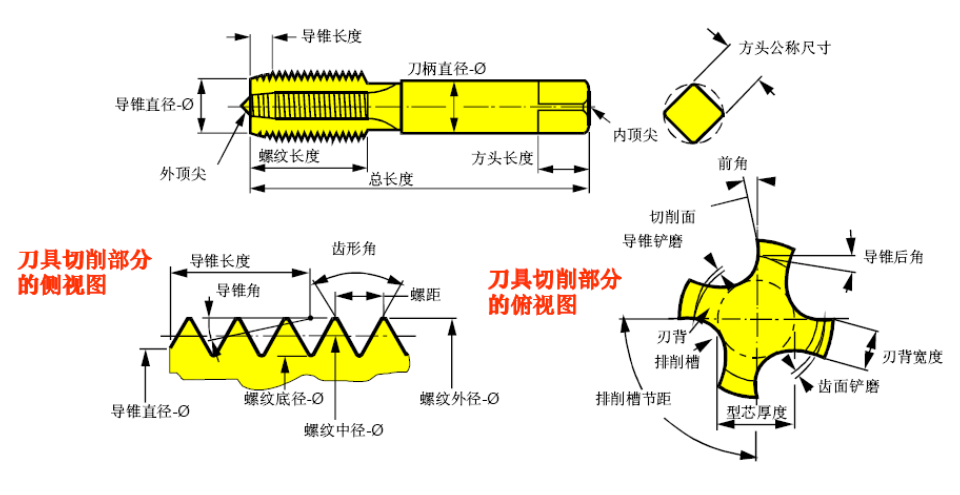
(二)螺纹部分
(三)排屑槽
三、丝锥的材料与涂层
(一)材料
(二)涂层
四、影响攻丝质量与效率的关键要素
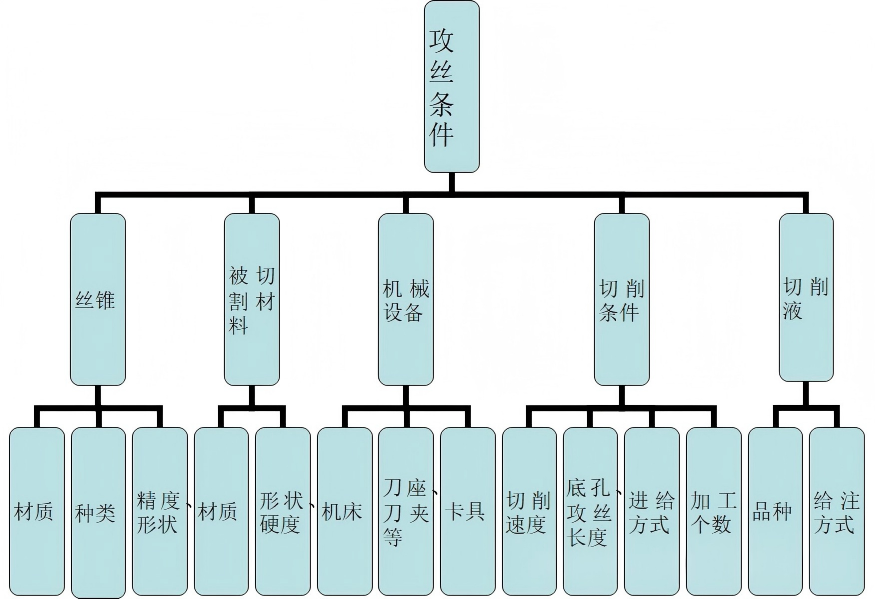
(一)加工设备
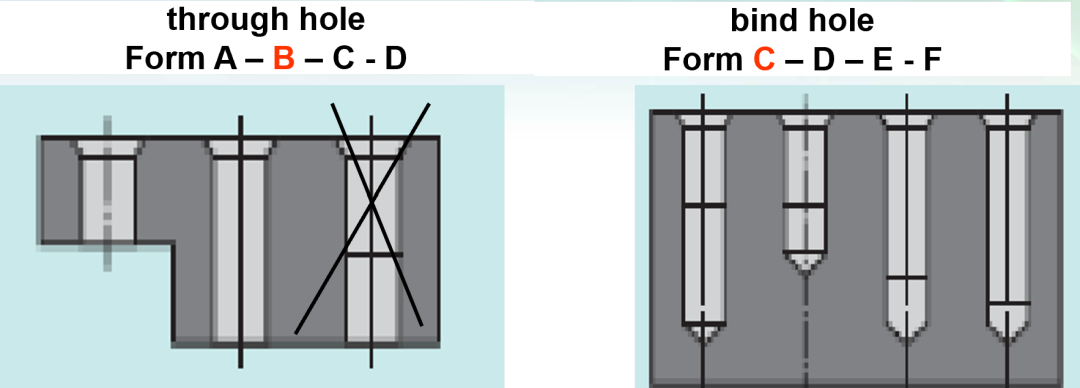
(二)工件条件
(三)加工参数
五、丝锥选用要点
(一)精度等级选择
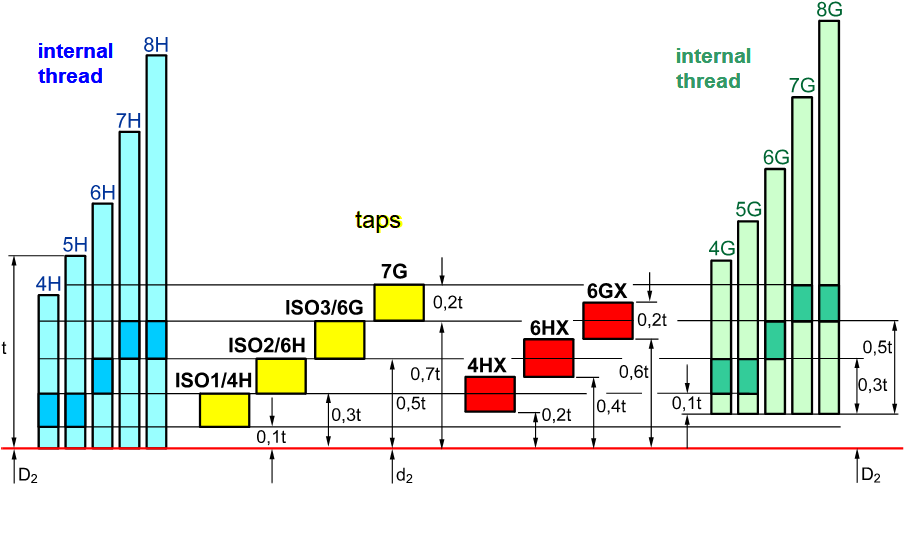
(二)日系丝锥精度注意事项
(三)核心选用要素
1