
11
2026.4
作者
220
阅读量
今天,我们就从镗刀选型的重要性入手,拆解不同类型镗刀的特性,梳理选型关键因素,教你科学选型、合理控本,新手也能轻松上手!

一、开篇认知:数控镗刀选型,为何至关重要?
镗削操作大多处于零件加工的后期阶段,此时已投入大量的时间与成本将零件加工至当前状态。若因镗刀选型不当,导致孔尺寸超出规格要求,很可能造成整个零件报废,直接增加生产成本。
除此之外,选对数控镗刀还能延长刀具使用寿命,减少刀具过早磨损,同时提升生产效率——这两大优势,都能直接影响加工成本与生产底线,是金属加工中不可忽视的关键环节。
金属加工中,镗削远非“钻孔”那么简单,无论是粗镗的高效去料,还是精镗的精密加工,都需要结合实际需求选择合适的镗刀。接下来,我们先了解不同类型的数控镗刀,明确各类镗刀的适用场景。

二、分类解析:5种常见数控镗刀,特性与用途一文分清
数控镗刀种类繁多,不同类型的镗刀在结构、功能上各有侧重,适配不同的加工需求,具体分类及特性如下:

1. 专用镗刀:多功能集成,减少二次操作
专用镗刀专为特定加工需求设计,可在一次走刀中完成多种操作,比如同时实现粗加工与精加工,或在同一直线上精加工不同尺寸的孔。
它还包含背镗、端面槽、孔内沟槽等标准镗刀附件,可根据零件需求设计特定角度,有效免除二次加工步骤,提升加工效率。
2. 粗镗刀:高效去料,适配重载加工
粗镗刀的核心作用是快速去除大量加工材料,其刀体刚性经过增强设计,可承受更大的切削深度、更高的扭矩和轴向力,能高效、稳定地完成粗加工任务。
通常为双刃刀具,可采用平衡切削或阶梯切削配置,适配各类粗镗场景,大幅提升粗加工效率。
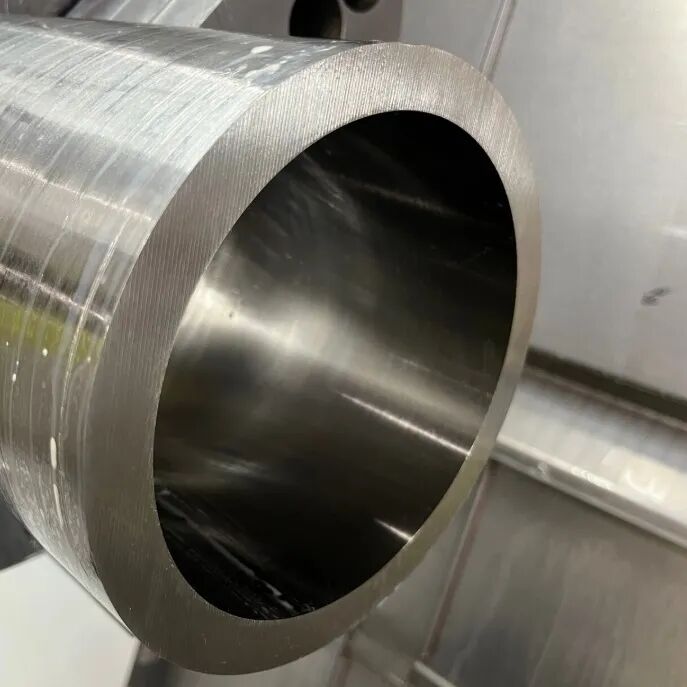
3. 精镗刀:精准加工,满足严格公差
精镗刀主要用于零件的精密加工,专注于精确去除材料,可适配高速切削的平衡需求,能完美满足零件的精确加工规格,是保障加工精度的核心刀具。
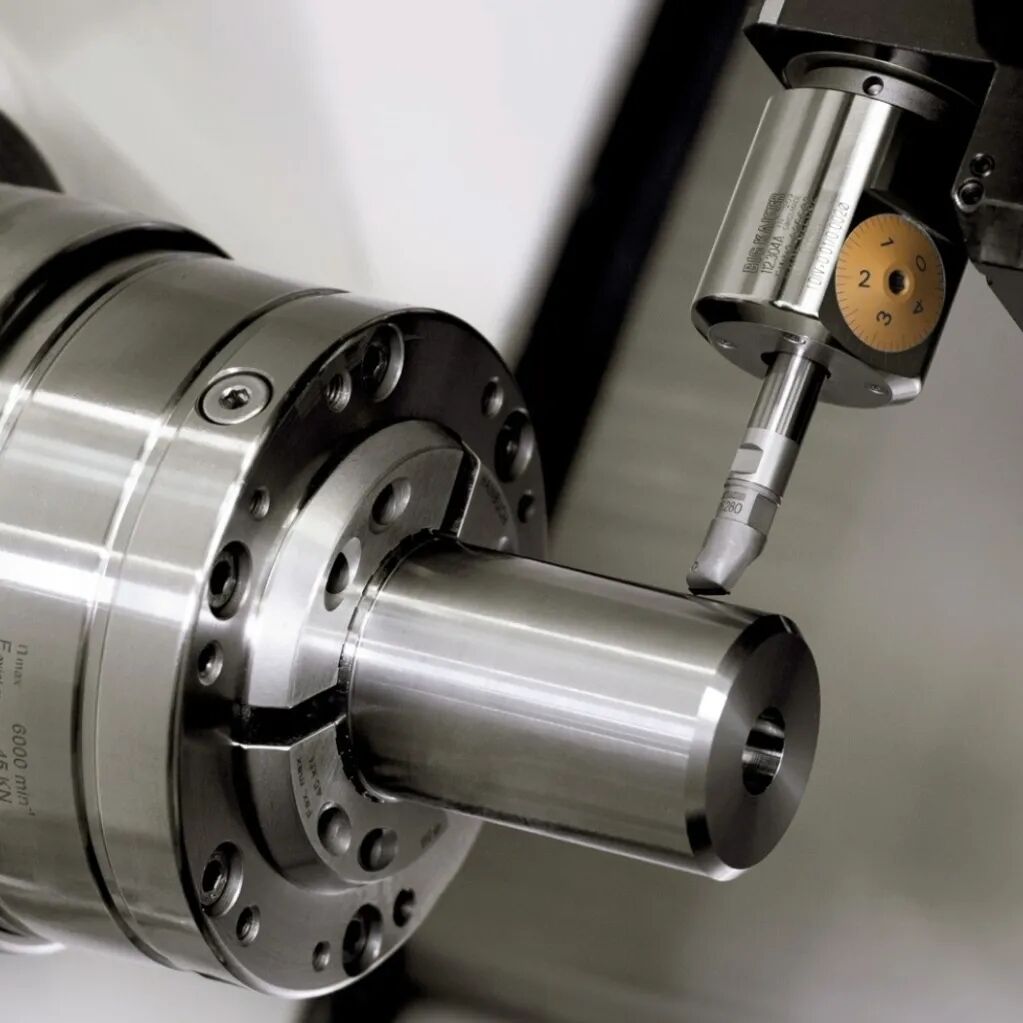
4. 数显镗刀:精准可调,降低人为误差
数显镗刀配备数字显示屏,可实现镗刀尺寸的精确调整,有效降低人为操作误差。其中部分系列(如EWE系列)分辨率可达Ø.00005",能精准适配紧密公差的加工需求,提升加工精度。
5. 自动镗刀:智能高效,实现闭环加工
自动镗刀是数控镗刀领域的创新产品(如EWA系列),具备完全自动调整能力,可无需人工操作,直接执行闭环镗削操作。
它能消除加工周期中停机手动调整镗刀的步骤,大幅提升生产效率,适配规模化、自动化加工场景。
三、核心指南:数控镗刀选型6大关键因素,必看!
了解完镗刀的不同类型,接下来就是最关键的选型环节。结合加工实际,从以下6个维度评估,就能精准选对镗刀,避免选型误区。
1. 结合加工应用场景选型
首先明确工厂的典型加工应用:若多数操作依赖特定类型的专用加工,可直接选择对应专用镗刀;若加工范围较广,建议选择多功能性强的镗刀,或搭配模块化刀具组件。
模块化组件可灵活重新配置,适配不同加工需求,但需确保组件质量高、刚性足——尤其在长悬臂组合中,需避免振动影响加工精度。
2. 考虑零件预处理状态
零件的初始加工状态的直接影响镗刀选型:铸造或锻造后的孔,尺寸和孔壁条件往往不够理想,无法直接进行精加工。此时需在精加工前增加粗镗操作,既能为精加工奠定基础,也能避免精加工刀具过早磨损,降低刀具成本。
3. 匹配工件材料特性
工件材料的特性决定镗刀的刀片选择:难以加工的材料,需选用刀体基材坚韧、带有特殊涂层的专用刀片,同时搭配合适的刀片几何形状——例如,难加工材料需更锋利的切削几何形状;易产生长切屑的材料,需选择具备良好排屑设计的镗刀。
4. 保障加工稳定性与刚性
稳定性是镗削操作的核心,需从多方面保障:首先确保机床和主轴无过度振动;其次增加机床主轴与刀具锥面的接触面积,降低有害振动风险;此外,测量长度和镗削深度也会影响稳定性,需结合实际加工需求合理选择。
5. 适配公差与表面光洁度要求
公差要求越紧密、表面光洁度要求越高,越需要选择精密镗刀(如数显镗刀、精镗刀)。即使公差要求略微宽松,选用高精度镗刀也能提升生产效率、延长刀具寿命,减少零件报废率,间接降低成本。

6. 关注镗削深度与测量长度
测量长度是机床主轴到零件特征的距离,镗削深度是孔的实际深度。若两者数值较大,需选用更长的刀具装配,但会影响刚性、生产效率和零件质量。
可选用高质量模块化组件,在保证必要伸展长度的同时最大化刚性;同时注意长度与直径的比例,当刀具超出直径的四倍时,需采取措施减少振动(可咨询技术人员获取解决方案)。
四、成本评估:如何计算数控镗刀的真实成本?
选型时,切勿只关注镗刀的标价——镗刀的真实成本需按“终身成本”计算,核心衡量标准是“每个孔的加工成本”。
具体可从两方面评估:一是对比不同镗刀的加工效率,计算单把镗刀可加工的孔数;二是考量镗刀的综合效益,比如是否能提升加工速度、承担更多加工任务,或减少人工调整成本。
实践证明,前期投入高质量的数控镗刀,能通过延长刀具寿命、提升生产效率、减少零件报废等方式,实现长期成本节约,带来良好的投资回报。