
商城公告
新闻资讯
产品资讯
技术文章
知识库
8
2026.6
作者
39
阅读量
数控加工点钻全解析!选型、角度、刀柄及实操使用技巧
点钻是精密钻孔加工的核心先导刀具,本文详解点钻的作用优势、材质与涂层区别、不同顶角适配场景,同时分享刀柄选型和实操使用技巧,助力精准钻孔加工。
在数控钻孔、常规机械钻孔加工中,点位偏移、孔径偏差、钻头漂移是常见加工问题,而点钻作为专用先导刀具,能从源头解决钻孔定位不准的问题,是保障高精度孔加工的基础刀具。
很多从业者对点钻的材质选型、角度适配、使用场景了解不够全面,本文全方位拆解点钻的核心知识与实操要点,适配各类钻孔加工场景参考。

一、什么是点钻?核心作用有哪些?
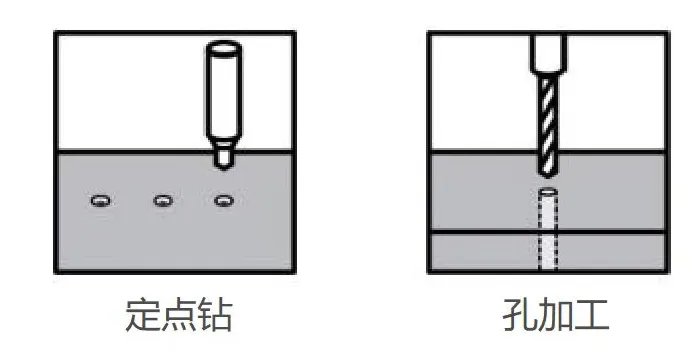
点钻是精密加工专用的定位刀具,主要用于麻花钻钻孔前的预处理加工。通过在工件表面加工出精准的凹坑定位点,为后续大直径钻头、常规钻头提供导向基准。
除了核心的定位功能,点钻还可完成工件倒角、开槽、V型槽加工、表面雕刻等辅助工序,通用性极强。区别于其他定心刀具,点钻主要分为高速钢、硬质合金两大材质,常见顶角规格为90°、120°、142°,适配不同钻孔需求。
使用点钻预处理工件,核心优势集中在三点:
1、提升钻孔精度:提前锁定钻孔点位,彻底规避后续钻头偏移、跑偏问题,保障孔径、孔位精度;
2、减少加工发热:预处理切削量小,产生的热量更低,可有效避免工件表层加工硬化,为后续钻孔创造良好条件;
3、保护加工刀具:减少钻头无效磨损,延长麻花钻等后续刀具的使用寿命。
注:自定心钻头可无需点钻预处理,非自定心钻头钻孔时,使用点钻定位是保障加工质量的关键步骤。
二、高速钢VS硬质合金点钻,材质选型攻略
市面上的点钻主要分为高速钢(HSS)和硬质合金两种基材,二者性能、适配场景差异明显,可根据加工工况选择:
1、高速钢点钻
优势:性价比高、韧性出色,能适配轻微振动的加工场景,对设备刚性要求较低,适合常规普通材质、批量常规加工场景。
不足:硬度相对一般,耐高温、耐磨性较弱,无法适配高速、高负荷的难加工材质加工,进给与转速上限较低。
2、硬质合金点钻
优势:硬度高、耐磨性强,耐高温性能优异,可适配高速切削工况,加工稳定性好,针对不锈钢、硬质合金等难加工材质效果更佳,刀具使用寿命更长。
不足:采购成本更高,材质脆性较大,在设备振动大、刚性不足的工况下,容易出现崩刃、断裂问题。

三、带涂层VS无涂层点钻,适配场景区分
相同材质的点钻,涂层工艺会直接影响加工性能,主流涂层为TiN氮化钛、TiAlSiN钛铝硅氮化涂层,两类刀具适配场景各有侧重:
1、涂层点钻:涂层可提升刀具表面硬度、降低切削摩擦,耐热耐磨性能大幅提升,能有效减少高温磨损、崩刃问题。适合高速钻孔、硬质材料加工、大批量连续加工场景,可有效延长刀具寿命,稳定加工质量。
2、无涂层点钻:表面摩擦系数较低,不易出现材料粘刀堆积的问题,性价比更高。适合铝、塑料等易粘附的软性材料,以及低速、低热负荷的常规加工场景。
四、90°/120°/142°点钻,不同顶角选型要点
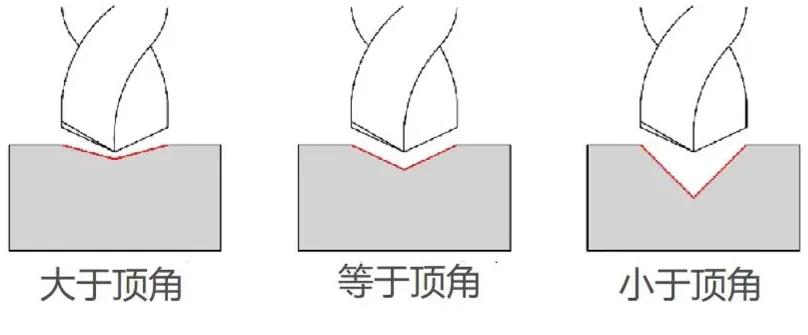
点钻顶角角度需与后续加工钻头尖角匹配,才能保障导向精度,三种常用角度的适配场景如下:
1、90°点钻:适配大直径钻头加工,切削导向稳定性极佳,可兼顾定位与90°沉孔加工,通用性最强,是数控加工常用规格。
2、120°点钻:专门匹配118°顶角的常规麻花钻,导向精准度高,能完美适配常规标准钻孔加工工况,避免钻头偏移。
3、142°点钻:适配135°-140°顶角的硬质合金钻头,加工时可实现刀尖优先接触工件,有效避免工件边角磕碰损伤,适配精密硬质材料钻孔。
五、点钻适配刀柄选型推荐
刀柄的夹持稳定性直接影响点钻加工精度与寿命,行业内优先推荐ER筒夹刀柄,适配绝大多数点钻加工场景:
1、夹持精度高、锁紧稳定性好,能最大限度减少加工跳动与振动,保障点位精准;
2、通用性强,可适配多种规格刀具,无需频繁更换刀柄,适配各类现场钻孔工况。
部分焊接式刀杆点钻,也可适配侧锁式刀柄,可根据设备与刀具规格灵活搭配。
六、点钻实操核心使用技巧
1、材质匹配选型:常规软材、普通加工选高速钢点钻;高速加工、硬质材料、高精度加工优选硬质合金涂层点钻;
2、角度精准匹配:严格按照后续钻头顶角选择对应角度点钻,角度不匹配易导致导向偏差、钻孔偏移;
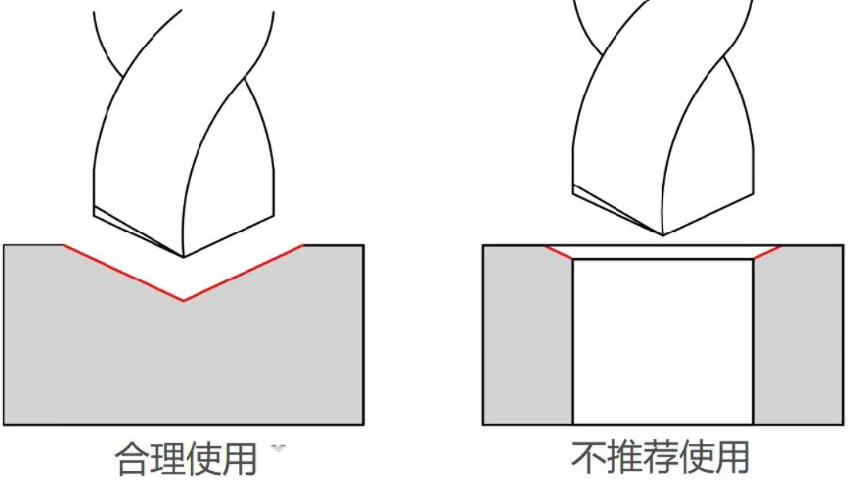
3、直径合理适配:点钻加工点位直径需与最终孔径匹配,避免二次钻孔出现蹭边、偏移等问题;
4、按需规范使用:非自定心钻头钻孔必须提前点钻定位,自定心钻头可省略该步骤,减少无效工序。
1