
商城公告
新闻资讯
产品资讯
技术文章
知识库
8
2026.6
作者
43
阅读量
点钻与中心钻怎么选?一文看懂核心区别与选型准则
点钻和中心钻外观相似但用途差异极大,本文从结构、功能、精度、适用场景多维度对比两者区别,明确不同加工工况的选型方法,帮从业者精准选刀。
在车床定心孔、数控钻孔预处理加工中,点钻和中心钻是两款高频常用刀具。由于外观相似度较高,很多加工从业者容易混淆,出现选型错误、加工不达标的问题。
实则两款刀具的设计结构、核心用途、加工精度完全不同,适配的加工场景也各有侧重。本文清晰拆解两者的区别与选型逻辑,帮助大家按需选刀,提升加工精度与效率。

一、中心钻的结构与核心用途
中心钻是专为定心加工设计的专用刀具,整体结构短而紧凑、直径偏小,头部为锥形结构,是车床加工的核心配套刀具。
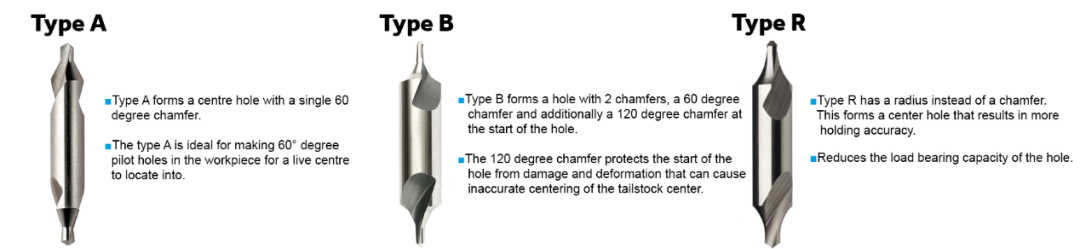
市面上主流分为两种规格:A型(DIN 333-A)带60°倒角,B型(DIN 333-B)兼具60°主倒角与120°次倒角,支持公制、英制两种尺寸标准。
核心加工用途:
1、在工件中心加工精准定心孔,作为车床加工的工件支撑点位,保障工件旋转加工的稳定性;
2、为大孔径钻孔加工打造基准起点,规避大钻头钻孔偏移、偏斜问题;
3、可作为沉孔刀具使用,让紧固件贴合工件表面,保证装配平整度。
中心钻多采用高速钢、硬质合金材质,短粗的结构设计几乎不会出现加工偏转,定心精度极高,适配铸铁、钢材、铝、铜等各类常规金属材料的定心加工。
二、点钻的结构与核心用途
相较于中心钻,点钻的刀体更长、刀头更粗,核心定位是钻孔预处理导向刀具,功能更加多元化。
主要用于麻花钻钻孔前的预处理,在工件表面加工精准凹坑,解决钻头漂移、点位偏移问题。除了定位钻孔,还可完成倒角、开槽、V型槽加工、表面雕刻、去毛刺等多道工序。
点钻常见顶角为90°、120°、142°,材质同样分为高速钢与硬质合金,适配绝大多数常规钻孔、精密小件加工场景。加工优势集中在提升钻孔精度、减少加工发热、优化工件表面粗糙度,同时可有效保护后续加工刀具。
三、点钻与中心钻核心区别对比
1、结构差异
中心钻:刀体短、直径小,锥形头部小巧,主打超高精度定心;
点钻:刀体更长、刀头更粗,结构稳定性强,功能更丰富。
2、加工精度差异
中心钻:定心精度更高,专注微小中心点加工,适配车床高精度定心工况;
点钻:定位精度良好,可加工孔径更大,综合精度略低于中心钻,适配常规数控钻孔预处理。
3、功能用途差异
中心钻:核心用于车床工件支撑、高精度定心、大孔加工基准定位、精密沉孔;
点钻:核心用于钻孔导向定位,同时兼顾倒角、雕刻、去毛刺、开槽等多功能加工。
四、工况选型:点钻VS中心钻,按需选择不踩坑
两款刀具没有绝对优劣,核心看加工工况,具体选型准则如下:
1、按加工设备选型
车床定心、工件支撑加工:优先选用中心钻,适配车床工况,定心稳定性更好;
铣床、数控钻孔预处理加工:优先选用点钻,多功能适配性更强。
2、按加工用途选型
需要高精度中心定位、工件支撑、精密沉孔:选中心钻;
仅需钻孔导向、同时需要倒角、去毛刺、雕刻等辅助加工:选点钻。
3、按孔径尺寸选型
微小精密定心孔、基准孔:适配中心钻;
常规中大型孔径钻孔预处理:适配点钻。
4、按加工材质选型
两款刀具材质通用,常规材质均可适配;硬质材料、高速加工场景,两款刀具均优先选用硬质合金材质;普通低速加工可选高速钢材质,控制加工成本。

五、总结
点钻和中心钻均为钻孔加工的辅助核心刀具,但分工明确:中心钻主打车床高精度定心、工件支撑,是精密定心工序的专用刀具;点钻主打钻孔导向定位+多功能辅助加工,适配绝大多数数控钻孔场景。
实际加工中,只需结合加工设备、孔径需求、工序用途选型,即可充分发挥刀具性能,保障加工精度与效率。
1