
10
2026.6
作者
28
阅读量
一、刀柄不是配角——它是精度链条最薄弱的一环
车间里谈加工精度,常盯着刀具和主轴看。但刀柄才是整个切削系统的"夹心层"——它既要保证刀具装夹的同心度,又要传递切削扭矩,还得在高转速下维持动平衡。任何一个环节掉链子,精度和刀具寿命都得打折扣。
刀柄的核心评价维度就三个:定位精度、连接刚性、动平衡性能。低速重切削场景刚性排第一,高速精加工场景动平衡排第一。两者对刀柄的要求在某些方向上是矛盾的——这正是选型时必须做取舍的地方。
二、7:24锥度阵营:五大标准瓜分天下
锥度 7:24 的 SK 通用刀柄是目前全球保有量最大的刀柄体系,仅靠锥面定位和夹紧,不自锁,换刀快。按标准来源分为五种:
|
标准代号 |
简称 |
来源 |
锥度 |
拉紧方式 |
|
ISO 7388/1 |
IV/IT |
国际标准 |
7:24 |
拉钉拉紧 |
|
MAS BT |
BT |
日本标准 |
7:24 |
拉钉拉紧 |
|
DIN 2080 |
NT/ST |
德国标准 |
7:24 |
拉杆拉紧 |
|
ANSI/ASME |
CAT |
美国标准 |
7:24 |
拉钉拉紧 |
|
DIN 69871 |
JT/DIN |
德国标准 |
7:24 |
拉钉拉紧 |
国内市场目前以 JT(DIN 69871)和 BT(MAS BT)两种为主流。从通用性角度,ISO 7388/1 是最灵活的——它能装进 DIN 69871 和 ANSI/ASME 主轴锥孔里。选刀柄时如果拿不准机床的锥孔规格,选 ISO 标准型至少不会"插不进去"。
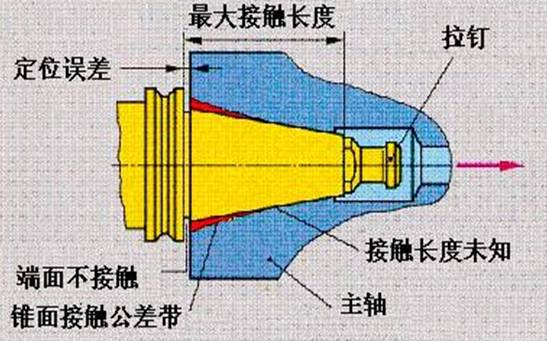
但 7:24 锥度有个结构性的短板:高速旋转时主轴前端锥孔会因离心力膨胀,锥面接触刚度下降,刀柄会向内微量位移。转速越高、主轴孔径越大,这个效应越明显。简单说,7:24 刀柄在 10000rpm 以上就开始"坐不住了"。
三、HSK真空刀柄:高速加工的新答案
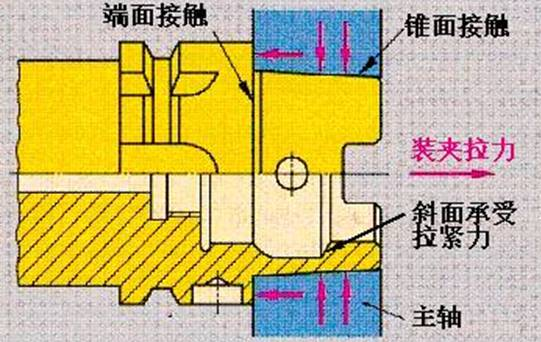
HSK(Hohlschaftkegel,空心短锥)刀柄锥度为 1:10,比 7:24 短得多、轻得多。核心差异在于它的"双面接触"原理——不仅锥面接触,法兰端面也同时贴紧主轴端面。这种设计使刀柄在高转速下的刚性和重复定位精度大幅优于传统 7:24 刀柄。
HSK 刀柄可以稳定运行在 60000rpm 的转速下,在航空铝合金高速铣削、精密模具加工等领域已经成了标配。但代价是——HSK 刀柄比同规格 BT 刀柄贵 3~5 倍,而且机床主轴必须原生支持 HSK 接口。
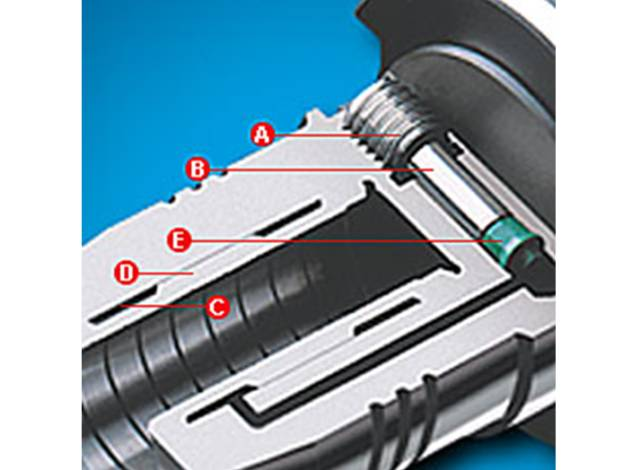
A型 vs E型:重切削还是高速加工?
HSK-A 型带有传动槽和手动固定孔,传递扭矩大,适合重切削,但结构不对称导致动平衡性能不如 HSK-E 型。HSK-E 型取消了传动槽,结构完全对称,动平衡优异,适合高速轻切削。但传递扭矩能力也相应降低了。
选型实操口诀:粗加工、大余量、低转速 → A型。精加工、高速、小切深 → E型。如果拿不准,先看主轴的 HSK 接口支持哪种类型——不是每种主轴都能同时兼容 A/E/F 型。
四、装刀方式横向对比:四种夹头的实测差异
刀柄的选择决定了"刀柄—主轴"的连接精度,而夹头的选择决定了"刀具—刀柄"的装夹精度。两者缺一不可。
弹簧夹头(ER筒夹)——通用性最强
夹持范围 φ0.5~32mm,弹性变形量约 1mm,一把刀柄配不同规格筒夹可以装夹不同直径的刀具。性价比最高,但径向跳动通常在 10~15μm,不适合超精密加工。
日常维护要点:筒夹和刀柄内锥面必须保持绝对清洁。一粒 φ10μm 的切屑碎末夹在锥面之间,跳动可以直接翻倍。
液压夹头——精度与减振兼备
通过液压介质使薄壁衬套均匀膨胀夹紧刀柄,径向跳动可以在 3μm 以内。由于液压介质本身具有阻尼特性,对切削振动有明显的抑制作用,特别适合深孔钻削和长悬伸铣削。
但液压夹头的夹持力受温度影响较大——长时间高速运转后液压油升温膨胀,夹紧力可能出现波动。另外,价格约是 ER 夹头的 5~8 倍。
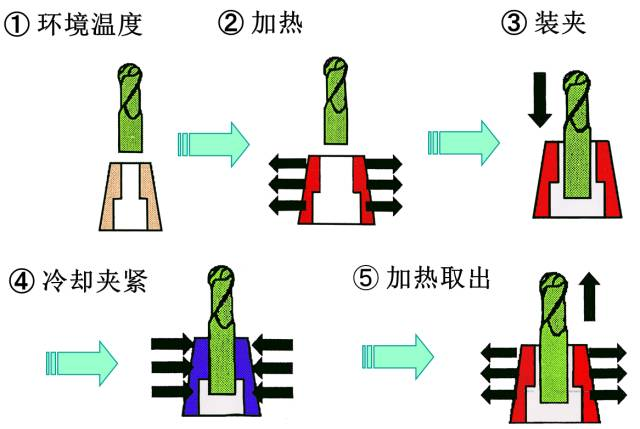
热缩刀柄——高速加工的"黄金搭档"
利用感应加热使刀柄夹持孔膨胀,插入冷刀杆后冷却收缩夹紧。径向跳动通常控制在 3μm 以内,动平衡性能在所有夹头中排名第一,特别适合高速铣削。
缺点也明显:每种规格刀柄只能装一种柄径的刀具(不像 ER 可以换筒夹);而且需要专门的热缩设备(加热→装刀→冷却),换刀效率不高。所以热缩刀柄通常用在"一把刀干到底"的批量生产场景,不适合频繁换刀的柔性加工。
五、参数对照表:刀柄选型四维评估
以下对照表从四个维度横向对比三种主流夹头类型,适用于中等规格加工中心(BT40/HSK-A63 级别):
|
夹头类型 |
径向跳动(μm) |
夹持扭矩 |
动平衡等级 |
适用场景 |
|
ER弹簧夹头 |
10~15 |
中等 |
G6.3~G2.5 |
通用加工、粗精混用 |
|
液压夹头 |
2~5 |
中高 |
G2.5 |
深孔钻、长悬伸铣削 |
|
热缩刀柄 |
2~3 |
高 |
G2.5/G1.0 |
高速铣削、大批量生产 |
结语
刀柄选型没有"最好",只有"最合适"。7:24 通用刀柄胜在成本低、覆盖面广,适合大多数常规加工场景;HSK 双面接触刀柄胜在高速性能,适合追求极致效率和精度的场合。夹头方面,ER 够用、液压好用、热缩精准——预算允许的情况下,刀柄和夹头各备两套方案,有粗有精,是最务实的做法。