
10
2026.6
作者
28
阅读量
一、切屑不会骗人
加工现场最诚实的信号源不是显示屏上的负载值,也不是切削液的烟雾,而是从排屑口掉出来的那堆"废料"。切屑的形状、颜色、卷曲方向、断裂频率,构成了一套完整的现场诊断体系。
但多数人只把切屑当垃圾——扫掉、倒掉、眼不见为净。真正的高手看一眼切屑,脑子里已经浮现出三个结论:切削参数对不对、刀具该不该换、材料有没有问题。这套"读屑"的能力,分开了普通操作工和能独立排故的现场工程师。
二、四种切屑的车间识别课
根据切屑形态,工业上分为四大类:带状、节状(挤裂)、粒状(单元)和崩碎。四者的出现条件各有不同,但有一个共同的底层逻辑——塑性材料出前三类,脆性材料出最后一类。
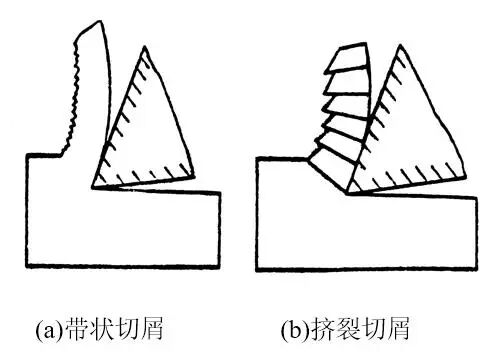
带状切屑:熟悉的"老朋友"
内表面光滑、外表面呈毛茸状,像一条连续挤压出来的金属带。这是理想状态下的切屑形态——切削过程平稳,切削力波动小,已加工表面光洁度好。
但它有个致命的缺点:不断屑。长带状切屑缠绕在刀杆、工件甚至主轴上,轻则划伤已加工表面,重则直接打刀。解决方向很明确:加断屑槽、增大进给、或引入"程控断屑"让进给周期性变化。
节状切屑:警报器响了
外表面呈锯齿状,内部偶有裂纹,英文叫"shear-localized chip"。这种切屑一旦出现,说明切削过程已经开始"抖"了——切削力波动增大,刀具前角偏小或切削速度偏低。
车间判断口诀:进给大了、速度低了、前角小了——三者至少中一个。最常见的场景是粗车时为了赶节拍猛加进给量,结果切屑从带状退化成节状,表面粗糙度也跟着恶化。
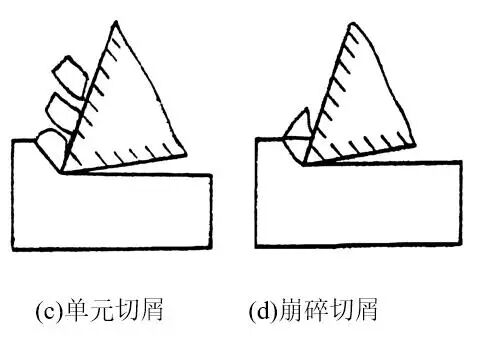
粒状切屑:失控的边缘
切屑呈一个个独立的颗粒状单元脱落。这是切削条件持续恶化的结果:剪切面上的应力超过了材料断裂强度,裂纹贯穿整个切屑截面。切削力波动极大,表面质量直接崩盘。
生产现场的原则很简单:粒状切屑一旦出现,必须立即调参。要么减小切削厚度,要么提高切削速度。拖下去的结果只有两个——刀尖崩了,或者工件表面粗糙度超差。
崩碎切屑:脆性材料的"宿命"
加工铸铁、淬硬钢、陶瓷等脆性材料时,切屑本身就是不规则的碎片——加工表面凹凸不平,切削过程全程不平稳。本质上,脆性材料的切削不是"切"而是"挤碎",切屑形成前几乎没有塑性变形。
改善方向:适当提高切削速度以增加材料塑性、减小切削厚度使碎屑细化。在用 CBN 刀片干切淬硬钢时,把切屑从"崩碎"调到"细针状",是衡量参数是否到位的一个实用指标。
三、五大因素:谁在决定切屑长什么样
影响切屑形态的因素有五个维度,从材料到机床,环环相扣:
工件材料——底牌
合金元素含量、硬度、热处理状态直接决定切屑的基础形态。软钢切屑厚但易卷曲,硬钢切屑薄但不易控制。同是 45 钢,正火态和调质态的切屑形态可以完全不同——这就是为什么换一批料就得重新调参数。
刀具几何参数——最直接的杠杆
前角影响切屑厚度,主偏角决定切屑宽厚比,刀尖圆弧半径关系流屑方向。断屑槽的宽度和深度是断屑最核心的两个参数——宽槽配大进给,深槽配小进给。很多现场问题本质上是槽型选错了。
切削用量——三要素联动
进给量与切屑厚度成正比(最敏感),背吃刀量与切屑宽度成正比,切削速度在常规范围内对断屑影响最小。但速度一旦突破某个临界点,切屑形态就可能突变——这是热软化效应介入的结果。
机床与程控断屑——最后一招
现代数控系统可以通过周期性变进给实现"强行断屑",可靠性极高,但会牺牲加工效率。一般只在其他方法都无效时启用,比如车端面环形深槽这类"断屑地狱"。
冷却润滑——被低估的辅助变量
加切削液不仅冷却降温,还能让切屑更容易卷曲,拓宽有效断屑窗口。在深孔加工中,高压切削液的排屑作用甚至是第一位的——液压力不够,切屑堵在孔里,钻头直接被憋断。
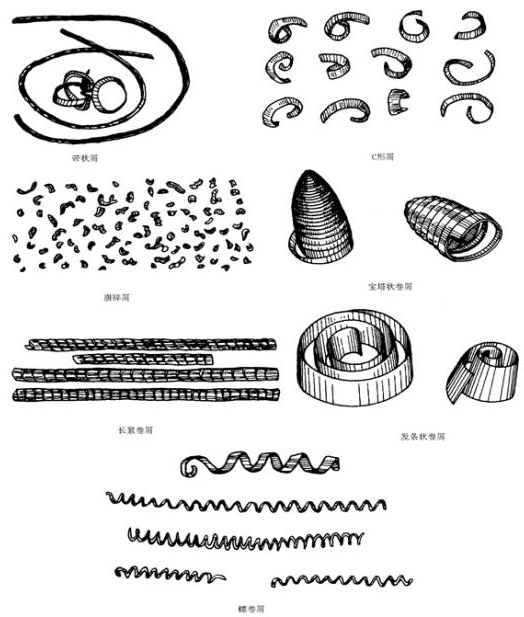
四、切屑控制:从"能断"到"好断"
切屑控制的终极目标不是"断",而是"可控地断"。C 形屑、6 字形屑、短螺卷屑是理想的断屑形态——排屑顺畅、不缠绕刀具、不损伤已加工表面、不飞溅伤人。
实际操作中,一个相对成熟的切屑控制策略通常分四步走:第一步,根据材料特性初选断屑槽型;第二步,用进给量配合槽宽获得目标切屑厚度;第三步,微调切削速度观察切屑颜色变化(发蓝说明温度偏高,需调整冷却或降速);第四步,如果前三步走通但仍有缠绕,上程控断屑做最后一轮兜底。
记住一条原则:切屑形态的转变是有方向的——从带状到节状到粒状,每一步都是切削条件恶化的信号。反向调整就能回到理想区间。
结语
切屑是机床上不要钱的诊断工具。下次看到一卷不听话的切屑,别急着扫走——花 30 秒看一下它的形状、颜色、卷曲方向,里面藏着你的刀具寿命和表面质量。学会读"屑",你才算真正读懂了这台机床。