
26
2026.6
作者
4
阅读量
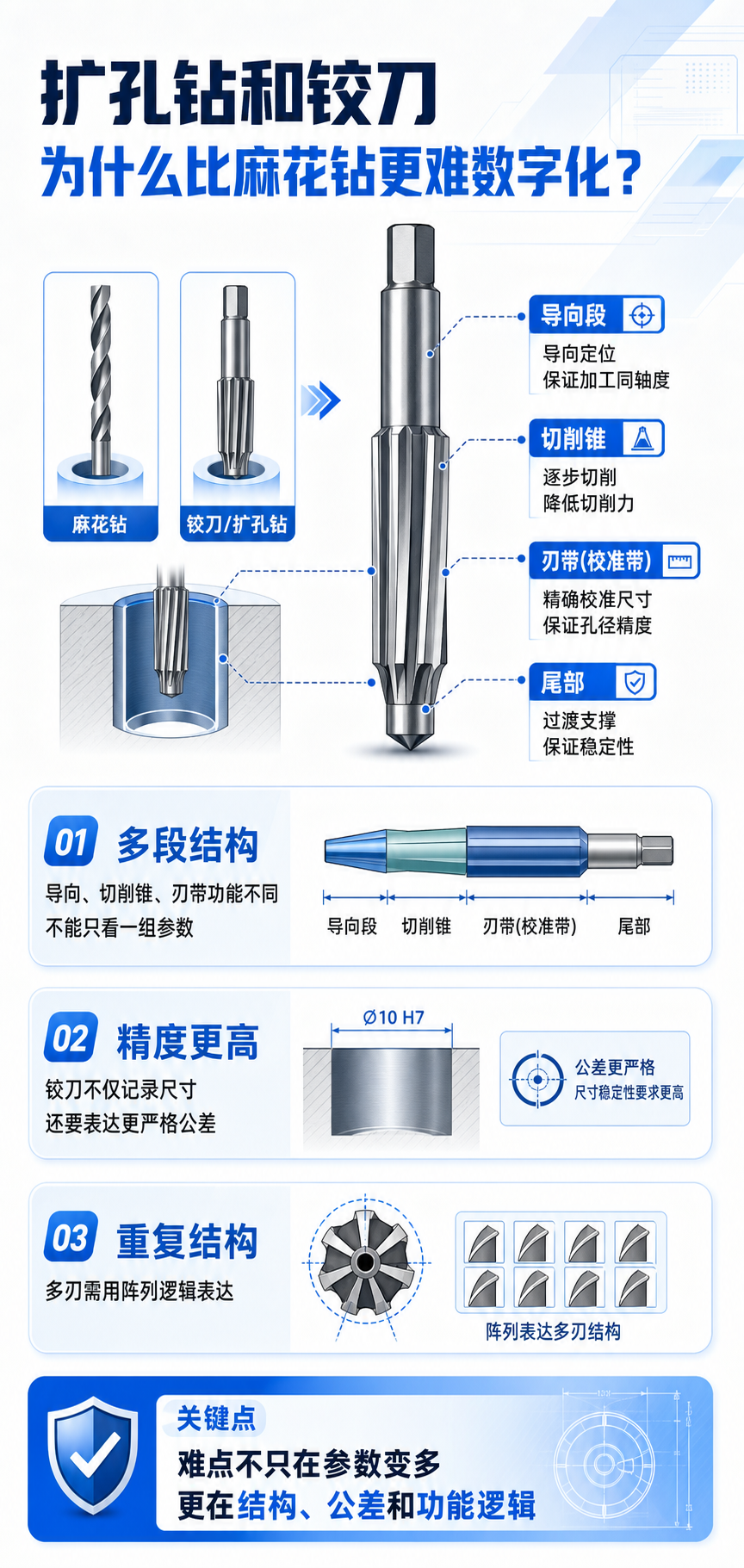
扩孔钻和铰刀,为什么比麻花钻更难数字化?关键不在参数只是变多,而在于它们内部的功能区段、公差要求和重复结构都更复杂,已经不能再用“一把刀配一组参数”的方式去理解。
一、扩孔钻:多段结构带来新的数据维度
本系列第4篇文章介绍了 ISO 521——扩孔钻的物理标准。一把扩孔钻从结构上通常至少包含导向部分、切削锥和校准刃带。每一段都有各自的直径、长度和角度参数。
在ISO 13399-302 中,关键不在于机械地“切成三块”,而在于把功能不同的区段区分表达。导向部分不承担主要切削任务,切削锥负责去除余量,刃带负责定径和稳定加工结果。只有把这些功能差异反映到数据结构里,后续系统才有条件区分不同区段的工程意义。
因此,物理标准里看起来是一把完整刀具的对象,在数字标准里更适合被理解为一个由多个切削相关区段和刀具总体对象共同构成的数据组合。这个拆分不是为了复杂化,而是为了让系统能够更准确地理解这把刀具在加工中的不同角色。
二、铰刀:精度要求推动数据粒度继续细化
第5篇文章讲的 ISO 522——铰刀标准——对精度的要求更高。铰刀的直径公差往往更严格,前导向、切削锥和校准部分之间的尺寸关系也更加敏感。
因此,在ISO 13399-303 中,铰刀的数字表达通常不仅要记录“尺寸是多少”,还要把“允许偏差是多少”“这些偏差归属于哪个属性”表达清楚。换句话说,公差不再只是附在参数表旁边的一行说明,而更像是与对应属性绑定的结构化信息。
进一步,铰刀还常常具有多刃结构。多个刃在功能上相同,但在周向位置上重复出现。对这类重复结构,更合理的表达思路不是把同样的数据机械复制多次,而是把“刃的定义”和“重复规则”区分开来。这样,数据既完整,又不会因为重复书写而显得臃肿。
于是,铰刀的数字模型就不再只是参数表,而是一个同时包含几何参数、公差信息和重复结构逻辑的数据包。刀具越精密,对数据结构化的要求也越高。
三、从一把刀到一类刀:数字标准如何逐层扩展
把麻花钻、扩孔钻和铰刀放在一起看,会发现一条很清晰的扩展路径。麻花钻主要解决基本切削参数的对象化表达;扩孔钻进一步引入分段结构;铰刀则在分段结构之外,又把公差和重复特征纳入了更细的表达层次。
但复杂度增加,并不意味着每换一种刀具就要推翻前面的框架。ISO 13399 的关键价值,恰恰在于它试图在同一套信息模型和属性体系下,逐步容纳不同刀具结构带来的差异。
这就是ISO 13399 分出 300 系列专题的意义:不是对每一类刀具另起炉灶,而是在统一框架上做面向具体刀具的扩展验证。
记忆点
1. 扩孔钻的难点,在于同一把刀具内部存在功能不同的多个区段,数字表达必须把这些差异区分出来。
2. 铰刀的难点,在于精度和重复结构要求更高,数据表达不仅要记录尺寸,还要承载公差和结构重复逻辑。
下篇预告
下篇看丝锥:当几何逻辑从回转切削进入螺纹切削之后,数据结构为什么会再复杂一层。