
30
2026.6
作者
4
阅读量
一、选材的核心意义
数控加工中,加工材料的选型至关重要。不同材料的硬度、耐磨性、耐热性、韧性差异较大,直接影响加工难度、生产效率、成品精度和生产成本。合适的材料匹配,是保障工件性能、优化生产工艺的基础。
优质的加工用材,需要具备良好的硬度耐磨性、强度韧性、耐热性,同时兼顾加工工艺性与性价比,适配不同工况的加工与使用需求。
二、六大主流数控加工材料详解
1. 金刚石材料
金刚石是目前已知硬度最高的加工材料,具备超高耐磨性、低摩擦系数、高导热性和低热膨胀系数,加工精度上限极高。
市面上主要分为天然金刚石、PCD聚晶金刚石、CVD沉积金刚石三类。天然金刚石刃口极致锋利,适配超精密加工;PCD材料性价比高,是工业精加工主流;CVD金刚石性能介于两者之间,综合适配性强。
该材料适合高速加工有色金属、非金属耐磨材料,广泛用于精密零部件加工。短板是耐热性有限,高温下易失效,且无法加工黑色金属,易发生化学反应造成材料损耗。

2. 立方氮化硼材料(CBN/PCBN)
人工合成的超硬材料,硬度仅次于金刚石,核心优势是热稳定性极佳、化学惰性强,耐高温性能远超金刚石,且不易与铁系金属发生反应。
具备高硬度、高耐磨、高导热、低摩擦的特点,专门适配淬火钢、硬铸铁、高温合金等难加工黑色金属的精加工,可实现以车代磨,加工精度极高。
短板是韧性、抗弯强度一般,不适合大冲击、大余量的粗加工,也不适用于高塑性金属材料加工,易产生积屑瘤影响表面质量。
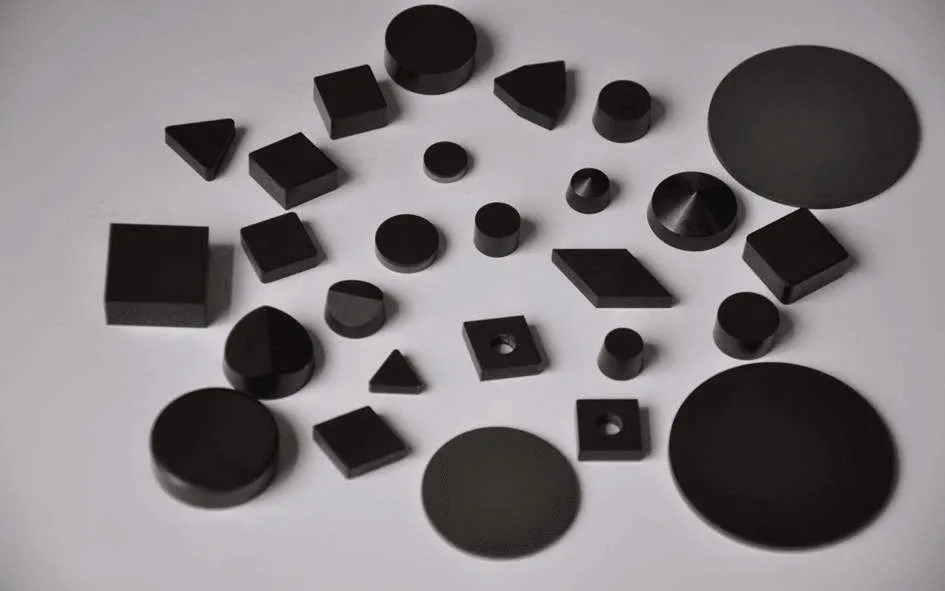
3. 陶瓷材料
分为氧化铝基、氮化硅基两大主流品类,整体硬度高、耐高温、化学稳定性好,不易与金属粘接磨损,可实现高速干切削。
适合高速精加工铸铁、淬火钢、高强度钢等硬质材料,加工效率远高于常规合金材料,且无需切削液,节能环保。
核心短板是冲击韧性差、抗弯强度低,无法承受低速冲击载荷,仅适用于半精、精加工工况,禁止用于粗加工。
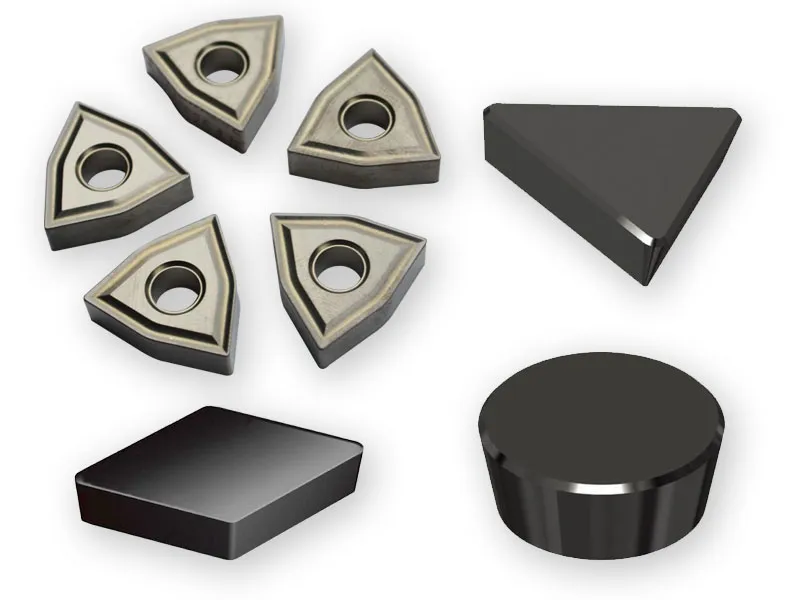
4. 涂层材料
通过PVD、CVD工艺在基材表面沉积耐磨防护涂层,兼顾基材的韧性与涂层的高硬度、耐磨性,是目前数控加工应用最广泛的改性材料。
分为硬涂层和软涂层两类,硬涂层主打耐磨耐高温,适配常规硬质加工;软涂层主打低摩擦自润滑,适合高速干切削。纳米复合涂层可根据需求定制性能,适配多场景加工。
整体通用性极强,可适配钢、铸铁、有色金属等绝大多数材料加工,能有效提升加工效率、延长使用寿命、降低生产成本。

5. 硬质合金材料
由硬质碳化物和金属粘结剂烧结而成,是数控加工的核心主流材料,硬度、耐热性、耐磨性均衡,综合性能稳定。
行业分为YG、YT、YW三大系列,YG系列适配铸铁、有色金属加工;YT系列耐热性好,适合钢材塑性材料加工;YW系列综合性能均衡,可适配各类难加工材料。
性价比高、适配场景广,兼顾粗精加工,唯一短板是脆性较大,抗冲击能力一般,重载冲击工况需谨慎选用。

6. 高速钢材料
高合金工具钢,韧性、强度、加工工艺性优异,易于加工成型复杂结构,是复杂精密构件的常用材料。
分为通用型和高性能型,高性能高速钢通过添加钴、铝、钒等元素,提升耐热性和耐磨性,可适配高温合金、高强度钢等难加工材料。同时粉末冶金高速钢有效改善了传统熔炼钢的组织缺陷,性能更稳定。
整体适合低速、复杂、精密加工工况,性价比突出,短板是高速加工耐热性不足,磨损相对较快。

三、数控加工材料通用选型原则
1. 力学性能匹配:硬材质工件选用超硬、耐磨材料,粗加工侧重韧性强度,精加工侧重硬度耐磨性。
2. 物理性能匹配:高速高温加工选用耐热、高导热、低热膨胀材料,避免热变形影响精度。
3. 化学性能匹配:根据工件材质规避化学反应,黑色金属优选立方氮化硼、涂层合金,有色金属优选金刚石材料。
四、总结
不同加工材料的性能侧重点差异显著,没有绝对最优的材料,只有最适配工况的选型。结合加工材质、工序、速度、精度需求匹配对应材料,才能最大化保障加工质量、提升效率、控制生产成本。