
18
2025.12
作者
312
阅读量
一、中心钻的选择
中心钻的选择需要综合考虑多个因素,以下为你详细介绍:
1、 按类型选择
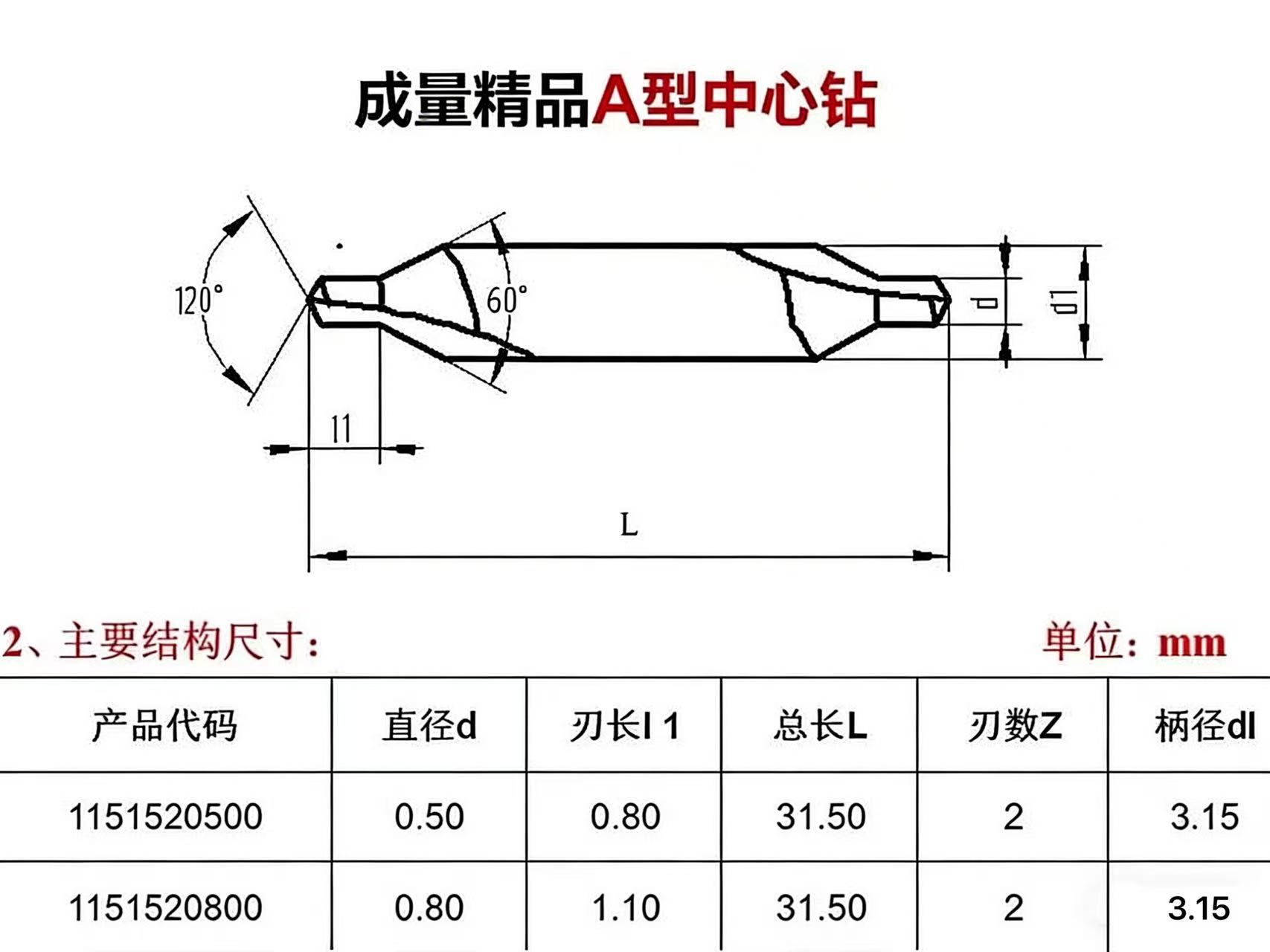
(1)、A型中心钻:不带护锥,构造简单,主要用于一般的中心孔加工。如果对中心孔的精度和表面质量要求不是特别高,且加工的工件形状较为规则,这种类型的中心钻是比较合适的选择。例如,在一些普通轴类零件的加工中,A型中心钻就能满足初步定位的需求。
(2)、B型中心钻:带120°护锥,能够为后续的加工提供更好的定位和导向作用,增强中心孔的耐用性。当加工精度要求较高、后续需要进行多次装夹和加工的工件时,B型中心钻更为适用。比如,在精密机械零件的加工中,使用B型中心钻可以确保中心孔的精度,减少加工误差。

(3)、C型中心钻:端部有螺纹孔,适用于需要在中心孔处安装其他零件或进行特殊连接的情况。例如,在一些需要安装顶尖或其他定位装置的工件上,C型中心钻就能够加工出符合要求的中心孔。

(4)、R型中心钻:圆弧型中心钻,其头部为圆弧形状,钻出的中心孔能够减少应力集中,提高零件的疲劳强度。在一些承受交变载荷的零件加工中,R型中心钻的优势就比较明显。

2、按尺寸选择
(1)、 直径:根据后续要加工的孔的直径来选择中心钻的直径,一般情况下,中心钻的直径要小于后续加工孔的直径。例如,如果后续要加工直径为10mm的孔,可选择直径为2 - 3mm的中心钻。
(2)、 长度:要考虑工件的厚度和加工深度。如果工件较厚,需要选择长度足够的中心钻,以确保能够加工出完整的中心孔。但同时也要注意,中心钻过长会降低其刚性,容易产生振动和折断,因此要在满足加工要求的前提下,尽量选择较短的中心钻。
3、 按材质选择
(1)、 高速钢中心钻:价格相对较低,韧性较好,适用于加工硬度较低的材料,如铝合金、铜合金等有色金属以及一些普通钢材。例如,在加工铝合金零件时,高速钢中心钻能够保证较好的加工效果,同时成本也比较可控。
(2)、硬质合金中心钻:硬度高、耐磨性好,能够承受较高的切削速度和较大的切削力,适用于加工硬度较高的材料,如淬火钢、不锈钢等。在加工不锈钢零件时,硬质合金中心钻能够保持较好的切削性能,提高加工效率和中心孔的质量。
二、中心钻的正确用法
加工前准备
(1)、 设备检查:确保机床(如钻床)的性能良好,主轴的旋转精度符合要求,各传动部件运转正常。同时,检查冷却液系统是否正常工作,冷却液的量是否充足。
(2)、中心钻安装:使用合适的夹头将中心钻牢固地安装在机床主轴上,确保中心钻的安装精度,其轴线与主轴轴线的同轴度误差应控制在极小范围内。安装后,用手转动主轴,检查中心钻是否有明显的摆动。
三、工件装夹:根据工件的形状和尺寸,选择合适的装夹方式,如使用虎钳、卡盘等将工件牢固地固定在工作台上,保证工件在加工过程中不会发生位移。同时,要对工件的加工表面进行清理,去除油污、杂质等,以确保中心钻能够准确地定位和加工。
(3)、加工过程
1、定位:使用量具(如游标卡尺、百分表等)和划线工具,在工件表面准确地确定中心孔的位置,并做出明显的标记。对于一些精度要求较高的工件,还可以使用坐标镗床等设备进行精确的定位。
2、起钻:将中心钻缓慢下降,使其轻轻接触工件表面的标记位置。启动机床,以较低的转速和进给量开始钻孔,同时施加适当的轴向压力,使中心钻逐渐切入工件。在起钻过程中,要密切观察中心钻的工作情况,确保其准确地定位在标记位置上。如果发现中心钻有偏移的迹象,应立即停止加工,重新进行定位和起钻。
3、钻孔:当中心钻切入工件一定深度后,逐渐增加转速和进给量,但要注意保持切削参数的稳定。在钻孔过程中,要及时添加冷却液,以降低中心钻的温度,减少磨损,提高加工质量。同时,要注意观察切屑的形状和颜色,判断切削过程是否正常。如果切屑颜色异常或出现带状切屑,可能表示切削参数不合适或中心钻已经磨损,需要及时进行调整或更换。
4、退钻:当中心孔加工到规定的深度后,停止机床主轴的旋转,缓慢将中心钻退出工件。在退钻过程中,要避免中心钻与工件发生碰撞,以免损坏中心钻或影响中心孔的质量。