
23
2026.6
作者
0
阅读量
一、螺纹滚压的底层逻辑
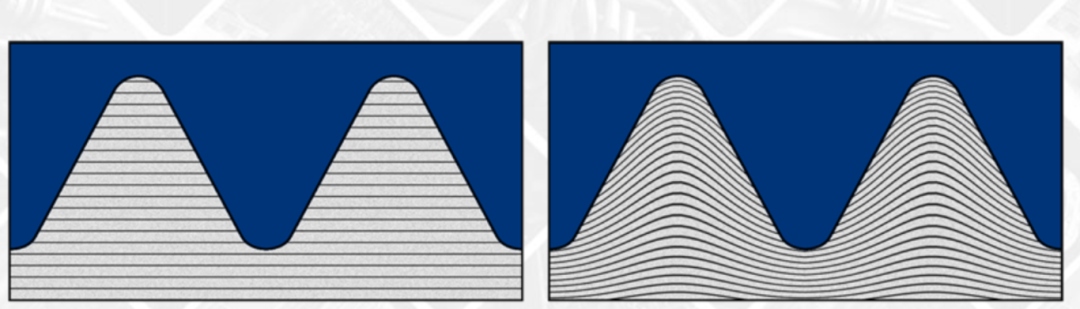
螺纹滚压是一种冷成型工艺。和切削不同——切削是从工件上去掉材料来形成螺纹——滚压用硬化钢模具施压,让工件材料塑性流动,被挤到指定的螺纹轮廓中。这是一个材料位移的过程,而不是去除的过程。
这种冷加工的附加效应是在螺纹区域引入了压缩应力。对螺纹强度、抗疲劳性能和表面完整性来说,压缩应力层是天然的保护机制。这也解释了为什么滚压螺纹在抗疲劳测试中的表现通常优于切削螺纹。

二、四个核心优势
强度提升——冷加工在螺纹区域形成的压缩应力,让螺纹根部——这个应力集中最明显的位置——获得额外强化。滚压螺纹的整体强度通常高于同规格的切削螺纹。
抗疲劳——压缩应力的存在使螺纹在交变载荷下的疲劳裂纹萌生期被显著延后。对于需要承受反复振动或循环载荷的紧固件,这个优势直接对应可靠性。
生产效率——螺纹滚压的速度优势在大批量生产中有决定性意义。相比传统螺纹切削,滚压的单件节拍更短,结合刀具寿命的延长和材料浪费的减少,整体制造成本会被拉低。
精度可控——滚压模具的精度直接复制到螺纹轮廓上,一致性和尺寸稳定性在调机到位后表现稳定,能够满足严格的公差要求。
三、应用行业分布
螺纹滚压的覆盖范围比多数人想象的更广。
农业工业中,螺母、自攻螺钉和其他紧固件的批量生产是滚压工艺的主战场。航空航天领域对螺纹的强度和精度要求苛刻,滚压螺纹在高应力部件上的可靠性有明确的工程价值。建筑行业中,螺纹杆、锚栓等产品同样大量依赖滚压。石油天然气行业的管道阀门和钻井设备紧固件,对螺纹的抗疲劳要求天然指向滚压工艺。医疗器械中的精密紧固件和植入物,尺寸精度和表面完整性是硬性要求。
四、工艺步骤
螺纹滚压通常在冷镦之后进行。工艺顺序分为三步:工件准备(确保毛坯的直径和长度符合要求)、冷成型(工件送入滚丝机,在两个模具之间——一个固定一个旋转——受压变形为螺纹轮廓)、精加工(清洗、去毛刺和热处理等后处理)。

五、材料适配
螺纹滚压的材料适应性有一个基本规律:较软的金属表现更好,铸铁类硬脆材料不太适合。选材取决于螺纹部件的强度需求、耐腐蚀要求和预期工况。
碳钢以强度和价格优势成为最通用的选择,覆盖汽车和建筑等领域。合金钢通过添加铬、钼、镍等元素获得更高强度、硬度和耐磨性。304、316等奥氏体不锈钢在需防锈防腐蚀的场景中占据主流。
钛合金的轻量化和生物相容性使其在航空航天和医疗领域不可替代。黄铜和青铜在需要装饰性外观或耐腐蚀的场合各有定位。Inconel和Hastelloy等高温合金则在极端温度条件下发挥作用。
六、滚压螺纹与切削螺纹的对比

滚压螺纹不切除材料,冷变形强化螺纹区域,效率高适合批量制造,常用于较软金属和批量紧固件。切削螺纹通过在加工中去除材料形成螺纹,加工灵活性更高,适合定制件和小批量制造,工具成本更低,加工硬化也相应减少。
|
特性 |
滚压螺纹 |
切削螺纹 |
|
成型方式 |
材料位移(冷挤) |
材料去除 |
|
螺纹强度 |
高(压缩应力强化) |
中 |
|
抗疲劳性 |
高 |
中 |
|
生产效率 |
高(适合大批量) |
中(适合小批量) |
|
材料适配 |
较软金属为主 |
硬度范围更宽 |
|
模具成本 |
较高 |
较低 |
|
精度来源 |
模具精度复制 |
刀具路径控制 |
螺纹滚压不是切削的"升级版",而是在同等需求下多了一个工艺选项。判断标准可以简化为:如果追求批量效率、疲劳强度和材料利用率——滚压优先;如果需要灵活应对多种规格和小批量——切削仍然是最直接的方案。